Tratamientos Térmicos al Alto Vacío BALITHERM
←
→
Transcripción del contenido de la página
Si su navegador no muestra la página correctamente, lea el contenido de la página a continuación

Tratamientos Térmicos al Alto Vacío BALITHERM ® Pagina 1 Tratamiento Térmico / Diciembre 2008
Causas de falla de las herramientas
Los eventos mas frecuentes que causan deterioros de las
herramientas son los siguientes:
Desgaste
Fractura localizada por
concentración de esfuerzos
Deformación plástica
Fractura por fatiga o carga excesiva
Pagina 2 Tratamiento Térmico / Diciembre 2008
Fallas debidas a la concentración de esfuerzos
Los ángulos de las herramientas se
deforman o se rompen.
Los fenómenos de deterioro son: ruptura
subital, fisuración progresiva o fractura y
desprendimientos localizados
Hace falta tenacidad.
Propiedades requeridas
Tenacidad
Localización propiedad
Núcleo
Acción sobre
Acero + Tratamiento térmico
Pagina 3 Tratamiento Térmico / Diciembre 2008
Fallas debidas a la deformación plástica
La presión sobre la herramienta es
demasiado alta: la resistencia del
material base es demasiado baja.
Propiedades requeridas
Resistencia a la compresión
Criterio
Resistencia mecánica, dureza
Localización propiedad
Núcleo
Acción sobre
Acero + Tratamiento térmico
Pagina 4 Tratamiento Térmico / Diciembre 2008
Desgaste por abrasión
Propiedades requeridas
Resistencia al desgaste
abrasivo
Criterio
Dureza
Localización propiedad
Superficie
Acción sobre
Acero + Tratamiento
térmico + Recubrimiento
Pagina 5 Tratamiento Térmico / Diciembre 2008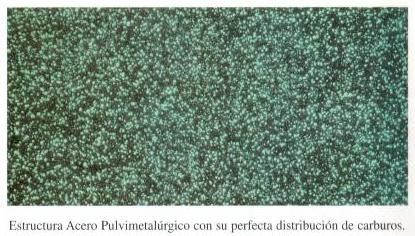
Soldadura en frío
Propiedades requeridas
Propiedades de fricción
Criterio
Coeficiente de fricción
Localización propiedad
Superficie
Acción sobre
Pulido + Recubrimiento
Pagina 6 Tratamiento Térmico / Diciembre 2008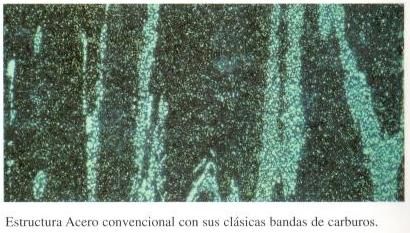
Tenacidad
è Es la resistencia a la ruptura súbita
è Esa propiedad al contrario de la fragilidad evita los
fenómenos de ruptura prematura y de despostillamiento de las
herramientas en servicio
Resistencia Mecánica
è Se caracteriza principalmente por la dureza
è Esa propiedad asegura no tener deformaciones de la
herramienta bajo el efecto de la presión de la operación
Pagina 7 Tratamiento Térmico / Diciembre 2008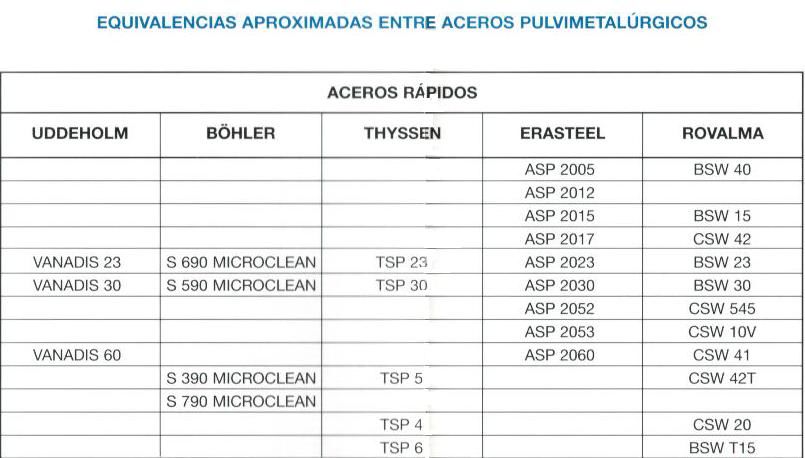
Resistencia a la ruptura progresiva
è Es la fatiga mecánica
è En general la resistencia a la ruptura progresiva depende de
la tenacidad. Si es mejor la tenacidad, mejor resiste la
herramienta a la ruptura progresiva
Resistencia al desgaste abrasivo
è El desgaste abrasivo depende de muchos factores
è En general mejor esta la dureza, mejor esta la resistencia al
desgaste abrasivo
Pagina 8 Tratamiento Térmico / Diciembre 2008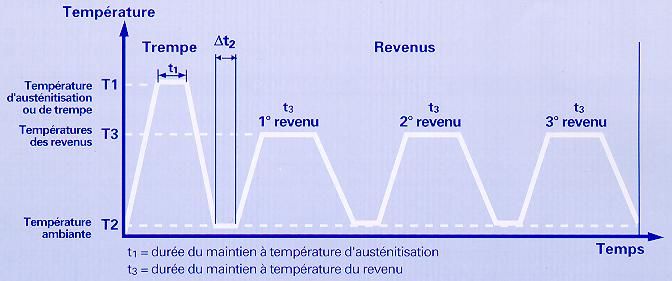
¿Cómo elegir las herramientas para reducir los costos
de producción ?
La reducción de los costos es la prioridad de cada empresa que busca ser
competitiva. ¿Significa eso comprar más barato herramientas de menor rendimiento?
Por supuesto que no, la mejor opción es buscar soluciones para reducir las pérdidas
de producción causadas por las fallas de herramientas utilizando herramientas de
inversión inicial más alta pero con mayor rendimiento.
Búsqueda de solución
Análisis del tipo de degradación y desgaste
Estudio de los requerimientos mecánicos
Diseño
Materiales
Elección Tratamientos térmicos BALITHERM®
Acabado superficial
Recubrimientos BALINIT®
Pagina 9 Tratamiento Térmico / Diciembre 2008
Tratamientos térmicos al vacío de alta calidad
BALITHERM®
+
Recubrimientos extraduros BALINIT ®
=
PRODUCTIVIDAD
+
COSTOS DE PRODUCCION MAS BAJOS
Pagina 10 Tratamiento Térmico / Diciembre 2008Ventajas de los procesos de temple y revenido al vacío
BALITHERM®
è Mejor combinación de alta dureza y alta tenacidad.
è Menos deformaciones y cambios de dimensiones
è Mejor homogeneidad de la micro-estructura
è Piezas limpias sin oxidación
è Protección del medio ambiente
è Compatibilidad y sinergia con los recubrimientos antidesgaste BALINIT®
èRevenidos múltiples para estabilizar la estructura de la herramienta y
alargar la vida en servicio
èProcesos específicos con características de dureza y tenacidad
ajustadas al tipo de aplicación (punzonado o conformado…)
Pagina 11 Tratamiento Térmico / Diciembre 2008Tenacidad / dureza - Acero D2
DUREZA Y TENACIDAD DEL ACERO D2 DEPENDIENDO
DE SU TEMPERATURA DE AUSTENIZACIÓN CON
REVENIDOS A 550°C
Tenacidad Dureza
64
Conformado
62
Punzonado
60
Dureza HRc
58
56
54
52
950 1000 1050 1100 1150
Temperaturas de austenización en °C
Pagina 12 Tratamiento Térmico / Diciembre 2008Tenacidad y dureza de las herramientas
Flecha plástica
en mm Zona de
tratamiento
recomendada
Evolución de las
Dureza
propiedades Tenacidad
mecánicas en
función de la
temperatura de
Dureza HRc
austenización
ACERO M2
(revenido 570°C)
Temperatura de austenización
en ºC
Pagina 13 Tratamiento Térmico / Diciembre 2008Tratamiento térmico - Temple + revenidos (acero D2)
Tratamiento térmico para aumentar la dureza por temple y revenido
Temperatura
Temple Revenidos
Temperatura
de
austenización t3 t3 t3
Revenido 1 Revenido 2 Revenido 3
Temperatura
de los
revenidos
Temperatura
ambiente
Tiempo
t1 = duración de la austenización
t3 = duración del revenido
Pagina 14 Tratamiento Térmico / Diciembre 2008Temple
Temperatura
Microestructura
Austenita
iento
Enfr
Microestructura Microestructura
Austenita +
ntam Martensita +
iam
Ferrita + Cementita Austenita
ient
Ca l e
o-T
emp
Microestructura
Martensita +
e l
Microestructura
Austenita retenida
Ferrita + Cementita
Tiempo
Pagina 15 Tratamiento Térmico / Diciembre 2008Revenidos - Temple secundario
Temperatura
1-2 horas 1-2 horas 1-2 horas
510 - 530° 510 - 530° 510 - 530°
Tiempo
Austenita Austenita
Austenita retenida
retenida retenida
12% 4%
Pagina 16 Tratamiento Térmico / Diciembre 2008Microestructuras a diferentes pasos del proceso de
temple – revenido del acero D2
Estructura de ferrita Estructura de Estructura de
+ cementita antes martensita + martensita revenida
del temple austenita retenida después de los
después del temple revenidos
Pagina 17 Tratamiento Térmico / Diciembre 2008Diagrama de revenido D2
65
Temperatura de temple
Dureza (HRC)
60
1030°C
1070°C
55 Temperatura de
recubrimiento
BALINIT® B
50 BALINIT® Futura
BALINIT® X.Cell
45
100 150 200 250 300 350 400 450 500 550 600 Temperatura de
Temperatura de revenido (°C) recubrimiento
BALINIT® A
BALINIT® D
Pagina 18 Tratamiento Térmico / Diciembre 2008Precauciones durante la realización de los tratamientos
térmicos de los aceros grado herramienta
- Respetar las temperaturas de austenización
- Respetar los tiempos de austenización
- Definir de manera adecuada las velocidades de enfriamiento de
acuerdo al tipo de acero y las propiedades finales deseadas
- Respetar el número de ciclos de revenido
- Respetar las temperaturas de revenido
- Respetar los tiempos de revenido
Pagina 19 Tratamiento Térmico / Diciembre 2008Temple al Vacío Pagina 20 Tratamiento Térmico / Diciembre 2008
¿Qué es el vacío?
• El vacío es la ausencia de moléculas de aire
• El vacío se logra en un recipiente cerrado mediante la extracción
de las moléculas de aire, por tanto, generando presiones menores
a la atmosférica
• Clasificación del vacío
– Vacío Primario. 1000 mbar ( Patm) a 1 mbar
– Vacío Mediano. 1 mbar a 10-3 mbar
– Alto Vacío. 10-3 mbar a 10-6 mbar
– Ultra vacío. < 10-6 mbar
• En Tratamientos Térmicos se utiliza en mediano y alto vacío
Pagina 21 Tratamiento Térmico / Diciembre 2008Ventajas y desventajas del TT al vacío
• Ventajas:
– Ausencia de modificaciones físico-químicas superficiales;
decarburación, oxidación
– Homogeneidad de resultados (propiedades mecánicas).
buen control
– Baja distorsión en comparación a otros métodos de
temple
• Desventajas
– Costo
– Baja capacidad de enfriamiento, NO APLICABLE A
TODOS LOS TIPOS DE ACERO
– Tiempos largos
Pagina 22 Tratamiento Térmico / Diciembre 2008Capacidad de temple
• La capacidad de temple de un horno al vacío está dada por:
– El acero en particular que se está templando, cada grado
requiere de una “velocidad crítica de temple” .
– El gas utilizado, pudiendo ser: N2 , Ar, He, H2 , o bien,
mezclas de ellos.
– La presión del gas dentro del horno.
– El flujo de recirculación del gas.
Pagina 23 Tratamiento Térmico / Diciembre 2008Velocidad crítica de temple
Acero O1 Acero D2
La transformación inicia a los La transformación inicia a
6 segundos de enfriamiento los 5 minutos de enfriamiento
Pagina 24 Tratamiento Térmico / Diciembre 2008Comparación severidad de temple varios medios
NITROGENO
1.5 bar
NITROGENO
4.5 bar
BAÑO SALES
540 ºC
BAÑO SALES
360ºC
ACEITE 60ºC
0 2 4 6 8 10
Pagina 25 Tratamiento Térmico / Diciembre 2008Propiedades físicas de los gases para temple
GAS
Propiedad Unidades Ar N2 He H2
Densidad, a 15ºC, 1 bar kg/cm3 1.6687 1.1700 0.167 0.0841
Calor específico kJ/kg K 0.5204 1.041 5.1931 14.3
Conductividad Térmica W/m K 1.77E-02 2.59E-02 1.50E-01 1.87E-01
• A mayor Calor específico y mayor conductividad térmica, se
incrementa la rapidez de enfriamiento y la capacidad de temple
• Mayor capacidad de temple siempre produce mayor distorsión
Pagina 26 Tratamiento Térmico / Diciembre 2008Efecto de la presión y flujo de gas, sobre el tiempo de
enfriamiento
Flujo
Presión
Pagina 27 Tratamiento Térmico / Diciembre 2008Conclusión
• No se pueden templar al vacío todos los tipos de acero debido
a:
– Que cada tipo de acero tiene una “velocidad de
enfriamiento crítica” para transformar la austenita a
martensita, el riesgo que se corre es no poder endurecer
el material de forma completa.
– El horno tiene una capacidad limitada de enfriamiento.
– Dicha capacidad puede ser insuficiente para:
» Aceros templables en aceite o agua.
» Aceros templables al aire, piezas de grandes
dimensiones.
Pagina 28 Tratamiento Térmico / Diciembre 2008Deformaciones y cambios de volumen durante el
tratamiento térmico al vacío
Deformaciones
è Orígenes :
• Tensiones internas localmente arriba del limite de
elasticidad del material
• Tensiones residuales presentes antes del tratamiento
• Tensiones de transformación metalúrgica
• Tensiones térmicas
è Causas :
• Maquinado anterior provocando tensiones internas muy altas
• Posicionamiento de las piezas en la carga de tratamiento térmico
• Problemas al cruzar los puntos de transformación metalúrgicos
• Gradientes térmicos provocados por :
8Piezas muy masivas
8Diferencias de sección importantes
8Variación muy rápida de temperatura
Pagina 29 Tratamiento Térmico / Diciembre 2008è Soluciones :
• Tratamiento de relevado de esfuerzos antes del temple
• Buena colocación de las piezas en la carga de tratamiento térmico
• Cruzar lentamente los puntos de transformación metalúrgicos
• Disminución de los gradientes térmicos
Cambios de volumen
è Orígenes :
Modificaciones de la microestructura debido a los tratamientos
térmicos (diferencias de densidades antes y después del tratamiento
è Causas :
• Ciclo de tratamiento térmico
• Tipo de acero
è Soluciones :
• Utilizar gráficas de cambio de volumen por acero para dejar
sobrematerial para remover ajustando la herramienta una vez que ha sido
revenida
• Limitar los cambios de volumen con procesos al vacío
Pagina 30 Tratamiento Térmico / Diciembre 2008Cambio de volumen del acero D2
1.4
1.2
1
Deformación en °/oo
0.8
0.6 L
0.4 l
0.2 e
0
-0.2 0 100 200 300 400 500 600
-0.4
-0.6
Temperatura de revenido en °C
Austenización a 1010°C
e = 25 50
1
L=
Pagina 31 Tratamiento Térmico / Diciembre 2008
l = 50Cambio de volumen del acero D2
Pieza de 100 x 70 x 20 mm
Temple a 1000°C 0.30°/oo = 0.03 mm
Revenido a 250°C
Sentido de laminación
-0.15 °/oo -0.32 °/oo
= -0.01 mm = -0.008 mm
Pagina 32 Tratamiento Térmico / Diciembre 2008Cambio de volumen del acero D2
Pieza de 100 x 70 x 20 mm
Temple a 950°C 0.70 °/oo = 0.07 mm
Revenido a 200°C
Sentido de laminación
0 -0.1 °/oo
= 0 mm = -0.02 mm
Pagina 33 Tratamiento Térmico / Diciembre 2008Cambio de volumen del acero D2
Pieza de 100 x 70 x 20 mm
Temple a 1010°C
Revenidos a 520°C Sentido de laminación 0.70 °/oo = 0.07 mm
0.5 °/oo 0.25 °/oo
= 0.035 mm = 0.006 mm
Pagina 34 Tratamiento Térmico / Diciembre 2008Métodos para reducir las distorsiones
• Posición y acomodo dentro de la carga
– Evitar la deformación en caliente por mal soporte
mecánico
Usar herramentales especiales,
aleaciones refractarias, diseño
de acuerdo a tipo de piezas
( planos, cilíndricos, etc.)
Mantener los herramentales en
buen estado, reponer piezas
dañadas
Pagina 35 Tratamiento Térmico / Diciembre 2008Reducción de distorsiones (2)
Colocar las piezas sobre una
superficie plana, permitiendo el
flujo del gas de enfriamiento,
apoyar por una cara plana,
asegurar que la pieza quede
totalmente vertical
De ninguna manera se pueden
colocar piezas inclinadas, de
modo que se debe respetar la
capacidad dimensional de la
cámara
Pagina 36 Tratamiento Térmico / Diciembre 2008Reducción de distorsiones (3)
Uso de placas de grafito para
piezas donde se requiere mayor
control de distorsiones, o bien, se
usan cuando las bases metálicas
muestran deformación
Su uso está limitado a una
temperatura máxima de 1080 ºC,
a más alta temperatura el acero
reacciona con el grafito formando
eutécticos
El acero se funde!!
La cámara caliente del horno se
daña fatalmente!!
Pagina 37 Tratamiento Térmico / Diciembre 2008Algunos ejemplos de colocación de las piezas Pagina 38 Tratamiento Térmico / Diciembre 2008
Capacidad del horno
• Carga máxima : 600 kg
• Peso máximo unitario/pza: 460 kg , limitación por horno de
revenido
• Temperatura máxima de operación: 1250 ºC
• Presión máxima para temple: 3 bar
• Dimensiones máximas de trabajo:
550 mm
900 mm
600 mm
Pagina 39 Tratamiento Térmico / Diciembre 2008Procesos Estándares
Aceros Durezas HRc
D2 56 - 58 58 - 60 60 - 62
H13 48 - 50 50 - 52 52 - 54
Para aceros HSS (M2, M3, M4, etc.) y otros como
A2, CPM, S7, etc., favor de llamar a servicio al
cliente para consultar sobre la factibilidad de las
cargas.
Pagina 40 Tratamiento Térmico / Diciembre 2008Descripción de los aceros
• Aceros para trabajo en frío
– A2, es un acero de mediana aleación; 1.00 %C, 5 %Cr, 1% Mo, muestra
alta templabilidad, normalmente puede endurecerse por enfriamiento al
aire. Exhiben un alto grado de estabilidad dimensional en TT, desarrolla
buena resistencia al desgaste, y dado que son relativamente baratos se
usan para herramientas que no tienen demandas mecánicas demasiado
altas.
– D2, mayor contenido de aleación que el anterior, 1.5 %C, 12.00 %Cr,
1.00 %Mo, 1.00 %V. Tiene alta templabilidad, muestra baja distorsión en
TT.
» Es el acero para trabajo en frío más usado debido a que logra alta
resistencia al desgaste abrasivo y adhesivo en combinación con alta
tenacidad y estabilidad de propiedades a temperaturas de hasta
530 ºC.
– D3, 2.25 %C, 12.00 5 Cr. Su alto contenido de carbono lo hace
especialmente apropiado para aplicaciones en donde se requiere la
mayor resistencia al desgaste abrasivo, sin embargo, desarrolla menor
dureza que el D2.
Pagina 41 Tratamiento Térmico / Diciembre 2008Aceros para trabajo en frío
• D6, 2.10 %C, 12.00 % Cr, 0.70% W. Es una modificación del D3 para
lograr mayor templabilidad a fin de endurecer completamente
secciones de mayores dimensiones.
• S6, 0.50 %C, 1.50% Cr, 2.5% W. Su composición química está
formulada desarrollar alta dureza en combinación con alta resistencia
al impacto. Es uno de los aceros con mayor contenido de aleación
dentro del grupo S, esto a fin de mejorar su templabilidad, lo cual le da
la capacidad de templarse en hornos al vacío.
» Su curva de revenido no muestra endurecimiento secundario,
por tanto, se reviene a bajas temperaturas, al recubrir se
presentan cambios dimensionales y de propiedades físicas.
• S7, 0.50% C, 1.40% Mo, 3.35% Cr. Mayor templabilidad y resistencia
al reblandecimiento térmico que el S6, lo cual lo hace más deseable
para el temple al vacío. De la misma forma que el anterior se
reblandece al recalentarse.
Pagina 42 Tratamiento Térmico / Diciembre 2008Aceros para trabajo en frío
• L6, 0.70% C, 1.50% Ni, 0.75% Cr, 0.25% Mo. Es un acero de uso general,
muestra muy buena maquinabilidad y tenacidad. No muestra
endurecimiento secundario de modo que se reblancede al exponerse a
temperaturas elevadas.
• 420 y 440. Son aceros inoxidables martensíticos, templables, de modo
que se usan en aplicaciones en donde se requiere resistencia a la
corrosión u oxidación en combinación con buena resistencia mecánica,
dureza y resistencia al desgaste.
• Vanadis 4, 6 y 10. Son aceros pulvimetalúrgicos, con composición muy
similar a la del D2, dada la distribución homogénea de carburos muestran
propiedades isotrópicas ( iguales en cualquier sentido). Estos aceros
constituyen un grupo de aleaciones para las cuales su consumo viene en
aumento considerable.
– Los diferentes grados producen diferentes combinaciones de dureza,
tenacidad y resistencia al desgaste, de acuerdo a la aplicación en
particular.
Pagina 43 Tratamiento Térmico / Diciembre 2008Aceros para trabajo en caliente
• H11, 0.35% C, 1.50% Mn, 5.00 % Cr, 0.4% V. Es un acero popular y
económico, tiene alta templabilidad y resistencia al al agrietamiento en
caliente, puede ser nitrurado, alta resistencia al reblandecimiento a alta
temperatura, pudiendo trabajar sin pérdida apreciable de propiedades
mecánicas hasta los 560-590 ºC. Posee además alta tenacidad, muy baja
distorsión en tratamiento térmico y mediana resistencia al desgaste
abrasivo.
• H13, 0.35% C, 5.00 % Cr, 1.50% Mo, 1.00 % V. Tiene excelente
resistencia de agrietamiento en caliente, puede ser enfriado con agua en
servicio, debido a su bajo contenido de carbono no muestra apreciable
endurecimiento secundario, la dureza empieza a caer al llegar a los 425
ºC.
• H19, 0.4 %C, 4.25% Cr, 2% V, 4.25% W, 4.25% Co. Dentro del grupo H,
es el acero que exhibe la mayor dureza secundaria, sin embargo esta
disminuye drásticamente si el revenido se hace por arriba de 550 ºC, alta
tenacidad combinada con alta resistencia al desgaste.
Pagina 44 Tratamiento Térmico / Diciembre 2008Aceros rápidos
• Convencionales.
– M2,1.00% C, 4.00% Cr, 5.00% Mo, 2.00% V, 6% W. Es el acero rápido
más ampliamente utilizado por su relación precio/desempeño. Tiene muy
altas resistencias al desgaste y al reblandecimiento en caliente,
normalmente con baja tenacidad, aunque es posible balancearla con la
dureza según la aplicación en particular.
– M4, 1.25% C, 4.00% Cr, 4.50% Mo, 4.00% V, 5.5% W. Es una
modificación del M2, con mayores contenidos de carbono y vanadio para
obtener mayor dureza y resistencia al desgaste, lo cual redunda en
mayores velocidades de corte, sin embargo la tenacidad se afecta
adversamente.
– M35, 0.88% C, 4.50% Cr, 5.5% Mo, 2.20% V, 6.00% V, 5.5% Co. La
adición de cobalto proporciona una mejora sustancial en la resistencia al
reblandecimiento a altas temperaturas, de manera que la resistencia al
desgaste es muy alta.
– M42, 1.10% C, 3.75% Cr, 9.5 % Mo, 1.15% V, 1.50% W, 8.00% Co. Los
altos contenidos de carbono y cobalto proporcionan a este acero super
altas propiedades de corte a altas velocidades, puede alcanzar hasta 70
HRc, especialmente aplicable para operaciones de alta demanda.
Pagina 45 Tratamiento Térmico / Diciembre 2008Aceros rápidos pulvimetalúrgicos
• Perfecta distribución de
carburos
• Libres de segregaciones
• Mejor tenacidad
• Isotropía
• Mejor resistencia a la
compresión
• Mayor estabilidad dimensional.
• Básicamente las mismas
composiciones químicas que los
HSS convencionales.
Pagina 46 Tratamiento Térmico / Diciembre 2008Equivalencias aproximadas entre aceros pulvimetalúrgicos Pagina 47 Tratamiento Térmico / Diciembre 2008
Tratamiento Criogénico
• Tratamiento posterior al temple que se realiza a fin de transformar la austenita
retenida a martensita.
• Normalmente se realiza a nivel industrial a - 80 ºC, aunque algunos procesos utilizan
temperaturas inferiores del orden de los -190 ºC, los principales beneficios se
obtienen en el rango de los -80 ºC, haciendo que el proceso adecuado en términos
costo/beneficio.
• Posteriormente al tratamiento en frío, se realizan los revenidos para transformar la
martensita formada tanto en el temple como en el criogenizado.
• Su aplicación implica riesgos para algunas herramientas de forma complicada, ya
que se inducen fuertes tensiones térmicas que pueden ocasionar la ruptura de la
pieza.
• El revenido múltiple ofrece los mismos resultados metalúrgicos sin el riesgo
mencionado, por lo cual en muchos casos se prefiere sobre el criogenico,
especialmente en aceros rápidos y de alto C/alto Cr ( serie D).
• En BMX no haremos tratamiento criogénico.
Pagina 48 Tratamiento Térmico / Diciembre 2008Ejemplo de proceso de fabricación de una herramienta
de embutido / corte en D2
Matriz redonda :
- Diámetro exterior 250 mm
- Diámetro interior 103 mm
- Espesor 62 mm
• Maquinado de desbaste N°1 con sobreespesor de 0.5 mm
• Recocido de estabilización 4 horas a 700°C
• Maquinado de desbaste N°2 con sobre espesor de 0.3 mm
• Temple a 1020°C al vacío para limitar las deformaciones
• 3 revenidos a 520°C al vacío
• Control de dureza 59 a 61 HRc
• Maquinado de acabado
• Revenido de relevado de esfuerzos a 200°C 4 horas
• Ajuste y pulido
• Desgasificado al vació 2 horas a 500°C
• Recubrimiento BALINIT®
Pagina 49 Tratamiento Térmico / Diciembre 2008Influencia que tiene el sentido de fabricación de la
herramienta, en su vida útil
Para evitar este tipo de problemas se recomienda usar aceros PM o aceros refinados
Mal sentido de
fabricación Buen sentido de fabricación
ACERO
50,000 piezas + de 200,000 piezas
Estructura del acero D2
Pagina 50 Tratamiento Térmico / Diciembre 2008Estructura del acero
Precauciones relacionadas con las especificaciones de los
aceros para estampado
A evitar:
- Uso de aceros con bandas de carburos
- Estructuras heterogéneas
Acción sobre:
- Controlar la calidad del acero
- Pedir certificados de calidad
- Identificar el sentido de las tensiones y elegir el
sentido de extracción
- Utilizar aceros pulvimetalurgicos tipo VANADIS 4, 6 o
10
Pagina 51 Tratamiento Térmico / Diciembre 2008Pruebas de Dureza Pagina 52 Tratamiento Térmico / Diciembre 2008
Pagina 53 Tratamiento Térmico / Diciembre 2008
Prueba Rockwell
• Prueba de indentación, usando un penetrador de diamante en forma de cono de 120º o una bola de acero
endurecido.
• El procedimiento se efectúa en tres pasos.
• En el primer paso se aplica una “carga menor” que causa que el indentador penetre cierta profundidad el
material. Un instrumento de medición toma esta medida como referencia.
• En el segundo paso, se agrega adicionalmente la “carga mayor” lo que causa una indentación más
profunda.
• Al retirar la carga mayor, el instrumento de medición evalúa la diferencia entre las profundidades producidas
en los pasos 1 y 2.
HR= E-e
Las escalas más usadas:
Rockwell C. Indentador de diamante, 150 kg.
Rockwell A. Indentador de diamante, 60 kg.
Rockwell B. Indentador de bola de acero de 1/16”, 100 kg
Pagina 54 Tratamiento Térmico / Diciembre 2008Tabla de equivalencia entre escalas de Dureza
Rockwell C Rockwell B Brinell Vickers Rockwell C Rockwell B Brinell Vickers
HRc HRb HBN HV HRc HRb HBN HV
20 97 223 238 46 432 458
21 98 229 243 47 444 471
22 99 235 248 48 444 484
23 99 241 254 49 461 498
24 100 248 260 50 477 513
25 101 255 266 51 495 528
26 102 255 272 52 495 544
27 103 262 279 53 514 560
28 103 269 286 54 534 577
29 104 277 294 55 555 595
30 105 285 302 56 555 613
31 106 293 310 57 578 633
32 106 302 318 58 578 653
33 107 311 327 59 627 674
34 108 321 336 60 653 697
35 108 331 345 61 682 720
36 109 331 354 62 682 746
37 109 341 363 63 710 763
38 352 372 64 710 789
39 363 382 65 745 820
40 375 392 66 854
41 388 402 67 894
42 388 412 68 942
43 401 423 69 1004
44 415 434 70 1076
45 415 446
Pagina 55 Tratamiento Térmico / Diciembre 2008Marcamos la diferencia
Nuestro compromiso de servicio al cliente:
Somos una empresa trabajando en armonía, compartiendo objetivos. Nuestro espíritu de equipo y alta
responsabilidad de servicio al cliente, es lo que nos conduce a ofrecerle ventajas significativas.
Nuestro personal:
Nuestra plantilla de personas motivadas, creativas y bien preparadas, con iniciativa y experiencia, es la
base de nuestro éxito.
¡Estamos Certificados!:
La Calidad ha sido exhaustivamente definida por Oerlikon Balzers, siendo continua y sistemáticamente
mejorada en todas las áreas. Es por ello que, estamos certificados en ISO / TS 16949
Pagina 56 Tratamiento Térmico / Diciembre 2008Gracias por su atención Pagina 57 Tratamiento Térmico / Diciembre 2008
También puede leer