Información Técnica Guía de Fabricación Guía de Instalación - Add a Splash of Living Colour
←
→
Transcripción del contenido de la página
Si su navegador no muestra la página correctamente, lea el contenido de la página a continuación
Información Técnica
Guía de Fabricación
Guía de Instalación
Add a Splash of Living Colour
www.zenolitelatam.comZenolite® Información Técnica
Propiedades Generales
Zenolite® es un material termoplástico extruído, rígido y de alto brillo hecho completamente de
acrílico (PMMA-polimetil metacrilato).
Características:
• Color integrado al producto • Polímero 100% reciclado
• Alta resistencia química • Excelente consistencia del color
• Fácil de instalar en sitio • Fácil de limpiar
• Superficies Reparables • 10 años de garantía por rayos UV en interiores
Medio Ambiente
Zenolite es un material completamente inerte, y no produce emisión de partículas al medio de
ambiente. Es higiénico y no promueve el crecimiento y transmisión de bacterias.
Zenolite está hecho de Carbón, Hidrógeno y Oxígeno, el cual puede ser reciclado por medios
mecánicos, químicos o térmicos.
Zenolite puede ser peletizado para usar en láminas extruidas o inyección de moldes.
Si se incinera correctamente Zenolite solo produce agua y dióxido de carbono.
Químicamente puede ser reducido a su monómero original para usar en otras aplicaciones a
base de acrílico.
Aplicaciones
Zenolite es recomendado para diversas aplicaciones verticales como oficinas, espacios comerciales
o el hogar (cocinas, particiones, baños, recepciones, etc.)
Puede usarse en superficies planas o curvas.
Zenolite no está recomedado para usarse cerca a fuentes de calor como estufas, hornos etc o
espacios como duchas donde son usados limpiadores con químicos agresivos.
Film Protector
Ambas caras de Zenolite están protegidas por un film de polietileno de alta calidad.
Es preferible dejar el film protector durante el proceso de maquinado para mantener la superficie
en perfectas condiciones. Se recomienda no almacenar en exteriores ya que los rayos UV pueden
dañar el adhesivo y el film protector, haciendo difícil su remoción.
1Zenolite ® Guía de Fabricación
Almacenamiento
Deben almacenarse en un lugar seco. Se sugiere poner un polietileno sobre el huacal para reducir
la absorción de la humedad.
Es recomendable colocarlas de manera horizontal en sus huacales originales y no apilarlos para no
crear tensiones internas en el material.
En caso de almacenarlas verticalmente, se recomienda apoyarlas sobre un soporte sólido a 80º
para evitar que se doblen.
Es importante no tenerlas almacenadas por mas 6 meses de duración.
Limpieza
Para mejores resultados, use un paño suave con jabón suave o un detergente en agua tibia.
- No limpie la superficie en seco
- No use brochas, cortadores o a elementos que puedan rayarlo.
- La grasa y el aceite pueden ser limpiadas con Kerosene
- Evite usar limpiador de vidrios o soluciones ácidas
- No use acetona, cloroformo, benceno, thinner, soda cáustica, amoniaco, tolueno, xileno, diclorometano,
ácido acético glacial, alcohol butílico, acetato de butilo, alcohol metílico, solventes halogenados, cresol,
acetato de etilo, butanol o disolventes clorados.
En caso de daño de la superficie, consulte la sección lijado y polichado.
Maquinado
En términos de dureza, Zenolite es similar al aluminio o aleaciones ligeras.
Puede ser maquinado (cortado, fresado o taladrado) usando herramientas para madera o metal.
Recomendaciones:
- Evite usar las herramientas a altas velocidades para evitar calentamiento y tensiones internas del
material.
- Obtiene mejores resultados usando herramientas afiladas, asegurándose de retirar el material
sobrante para evitar sobrecalentamiento.
- Durante el maquinado, se recomienda asegurar la pieza para evitar vibraciones que pueden
causar bordes poco pulidos o el rompimiento del mismo.
www.zenolite.com
2Zenolite ® Guía de Fabricación
Corte y Maquinado
Existen diferentes métodos de corte apropiados para Zenolite:
Sierra Circular
Es la técnica más usada, con esta sierra se obtiene cortes mas precisos y limpios.
Para cortar pilas de laminado de manera industrial, se recomienda usar discos con cuchillas de
carburo.
Al cortar, avance de 2 a 5 dientes por centímetro. Se recomienda enfriar con un compresor de aire o
chorro de agua.
Usando herramientas con punta de diamante puede obtener cortes mas limpios que no requieren
darle un acabado adicional.
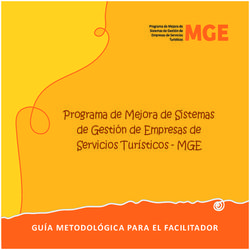
Velocidad recomendada para
los diferentes diámetros de sierra
X
Diámetros de Sierra (mm) Velocidad de rotación (rpm)
150 6400
200 4800
X = 10% / 15% 250 3800
Y
Y = 0° / -5° 300 3200
350 2800
400 2400
Sierra Sinfin
La sierra sinfin debe usarse solo para cortar curvas. Al realizar cortes con este tipo de sierra, se obtienen
bordes con un acabado poco pulido.
Puede usarse a una velocidad de 15m a 25m/sec
< 15mm
10 - 30 mm
3Zenolite ® Guía de Fabricación
Sierra
La sierra sinfin debe usarse solo para cortar curvas. Al realizar cortes con este tipo de sierra, se obtienen
bordes con un acabado poco pulido.
Taladros y Brocas
El taladrado puede hacerse con taladros fijos o portátiles a alta velocidad o con brocas de carburo de
tungsteno.
Las brocas para avellanar son ideales para hacer perforaciones de mayor diámetro.
Broca para Avellanar
110 - 130°
Métodos
Puede lograr bordes más suaves usando brocas de carburo.
Para mejores resultados taladre usando una velocidad baja a media.
Para mayor información visite: www.zenolitelatam.com
4Zenolite ® Guía
Guíade
deFabricación
Fabricación
Fresadora / Ruteadora
Con la fresadora obtiene figuras complejas con cantos limpios y suaves. Es importante asegurar la
lámina para evitar vibraciones que ocasionen bordes irregulares.
Se recomienda usar cortadores cilindricos o fresas planas con puntas de carburo.
La velocidad de rotación puede ser entre los 10,000 y 30,000 rpm, dependiendo del diámetro del
cortador. Puede enfriarlo usando aire comprimido.
La velocidad de avance puede ser entre 12m a 15m/min
Fresado puede usarse para diversos procesos como
• Corte
• Grabado
• Pulir bordes
Grabado
Puede realizarse usando una fresadora de control numérico o equipo láser.
La remoción de grandes áreas de color puede llevar al deterioro de la capa transparente de la
lámina. Se recomienda hacer una prueba antes de empezar cualquier proceso de producción.
Lijado
Después de cortar la lámina, es necesario lijar los bordes. Puede usarse papel de lija para realizarlo
manualmente, con pulidora de disco o de banda. Para esta última se recomienda una velocidad de
la cinta de 10m/seg.
Mientras realiza el lijado rocíe agua para evitar sobrecalentamiento del material.
Se recomienda iniciar con una lija 100, continuar con una de grano medio, por ejemplo 220 y terminar
con una más fina de 500.
Para obtener mayor brillo en los bordes, después de lijar puede policharla manualmente o con
máquina.
Para mayor información visite: www.zenolitelatam.com
5Zenolite ® Guía de Fabricación
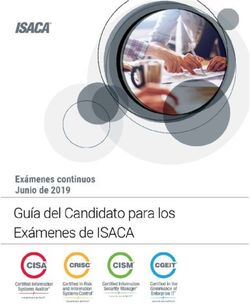
Pulido de Bordes
• Los bordes pueden ser rectos, bicelados y redondeados (ver diagrama). Para mejores resultados, los
cantos deben ser lijados y polichados. (ver métodos de lijado y polichado)
• Zenolite puede usarse con una gran variedad de cantos de aluminio y plástico, o usarse también con
marcos de aluminio para puertas, closets etc.
• Deje 3mm/1000mm de espacio entre Zenolite y el marco
• No use cantos o empaques en PVC
Borde Recto Bordes Bicelados Bordes Redondeados
Pulido
Pulidora
Los bordes del Zenolite pueden ser pulidos usando cortadores con puntas de diamante o usando
discos de fieltro para pulir, combinado una pasta pulidora apropiada para Zenolite.
La velocidad recomendada es de 3000 rpm para evitar calentamiento y deformación del Zenolite.
Polichado Manual
Use un fieltro o paño suave con un polichador líquido no abrasivo. No use polichadores a base de
silicona.
Pulir a la llama
Los bordes de Zenolite pueden ser pulidos a la llama, este proceceso
debe ser realizado por personal calificado. Se recomienda no hacerlo
sobre áreas expuestas a químicos fuertes.
Para mayor información visite: www.zenolitelatam.com
6Zenolite ® Guía de Fabricación
Mantenimiento
Los pequeños rayones pueden ser fácilmente removidos usando un polichador líquido y un paño
suave. Otros daños mayores pueden arreglarse usando lijas de grano fino, de manera manual o
con máquina y así restaurar el brillo original de la lámina.
Precauciones
• Asegurarse que la lámina de Zenolite esté libre de polvo o mugre.
• Use únicamente paños limpios para limpiar
• Puede hacerlo manualmente o con una polichadora a una velocidad entre los 3000 rpm, evitando
que se caliente el material.
Pequeños razguños o rayones
1. Aplique el líquido polichador con movimientos suaves.
2. Con un paño nuevo retire el líquido haciendo movimientos circulares.
Rayones moderados
1. Rocíe agua en el área afectada y use por unos pocos segundo una lija 3,000
2. Retire los residuos del pulido
3. Use líquido polichador con un nuevo paño y retírelo con otro paño realizando movimientos
circulares.
Daños severos
Inicie lijando por unos segundos con una lija 1.500, retire el polvo y continue con una lija 3.000,
después realice el mismo procedimiento realizado en rayones moderados.
Para mayor información visite: www.zenolitelatam.com
7CorteZenolite
Láser ®
Guía de Fabricación
Este proceso ofrece diferentes ventajas:
• Permite lograr de una manera precisa un mayor número de formas.
• Minimiza los residuos de material en los bordes
• Da un excelente acabado a los bordes lo que algunas veces evita la necesidad de pulirlos
La diferencia de la calidad de los cortes depende de la fuente y el poder del láser y de la velocidad de
corte.
El corte con láser provoca en el material grandes tensiones internas por lo que es importante que no
esté en contacto con solventes (adhesivos, productos de limpieza abrasivos, etc)
No se recomienda el uso de adhesivos en conjunto con cortes de láser.
Corte con chorro de agua
Este proceso ofrece ventajas similares a las del corte con láser, excepto por los bordes sin brillo.
Una ventaja adicional es que no crea tensiones internas cerca a los bordes, por lo cual permite el
contacto con solventes incluyendo adhesivos.
Doblado en calor
Se recomienda solo calendar a lo largo del doblez usando una o mas resistencias eléctricas de bajo
voltaje.
Procedimiento recomendado
• Caliente el material a una temperatura aproximada entre 150° a 170°C.
• El ancho de la zona a calentar deber ser mínimo el espesor de la lámina (6mm)
Doblado en frío
Zenolite pueden ser doblado en frio hasta 330 veces su espesor, es decir para láminas de 6mm puede
lograr un radio de 2000mm
Para mayor información visite: www.zenolitelatam.com
8Zenolite ® Guía de Fabricación
Expansión y variación dimensional
Zenolite tiene un coheficiente de expansión aproximadamente 10 veces más que los metales
0.7mm/1000mm/10°C.
Por consiguiente, la lámina debe ser cortada teniendo en cuenta el suficiente espacio para la
expansión y contracción del material, tanto en su ancho como en el largo al igual que en las
perforaciones que se realicen.
Como regla general deje 3mm/1000mm para movimientos térmicos.
Las siguientes guías son recomendadas cuando la lámina se vaya a fijar con tornillos:
• El diámetro del taladrado debe ser mayor al diámetro del tornillo
• El hueco debe protegerse del tornillo con un empaque hecho de un material compatible (Tipo PE)
• Cuando fije con tornillos, se recomienda usar arandelas de EPDM
Incompatibilidad con otros materiales
Zenolite no debe estar en contacto con materiales plásticos incompatibles como:
Plasticidas, PVC o sellantes de silicona que contengan acetatos o ácido acético
Se recomienda usar productos como Teflon®, Dutral®, EPDM caucho, neopreno polietileno (PE),
polipropileno (PP) y siliconas neutras.
Laminación
Zenolite puede laminarse a una variedad de sustratos usando diferentes métodos de adhesión
tanto manual, como con máquinas.
Debe laminarse a temperatura ambiente usando rodillos o prensado en frio para lograr una superficie
más plana.
Para mayor información consulte nuestra guía de laminación en www.zenolitelatam.com
Para mayor información visite: www.zenolitelatam.com
9Zenolite ® Guía de Instalación
Preparación del área
• Para mejores resultados asegúrese que los muros estén secos, lisos y limpios.
• Todos los muros deben estar resanados y ser parejos
• Zenolite puede instalarse sobre muros de dry wall ya sean al natural o pintados
• Puede instalarse sobre muros pintados o enchapados, mientras que se encuentren en buenas
condiciones. Se recomienda limpiarlos con detergente desengrasante como “jabón de azúcar”
• Una vez se determine donde se harán las uniones se sugiere pintar sobre estas zonas de la pared,
con un color similar al pánel de Zenolite.
VENTANA
AREA LIMPIA
FLUSH
WALL
MESÓN FIXINGS
Medición
• Mida los muros y decida el tamaño adecuado de cada pánel.
• Revise que los muros se encuentren totalmente verticales
• Conserve 6mm de espacio en las esquinas y 3mm entre las uniones de los páneles.
• Deje 3mm de espacio entre el sellador y el mesón
• Conserve un espacio de 3mm entre el pánel y los gabinetes o las marcos de las ventanas.
Para mayor información visite: www.zenolitelatam.com
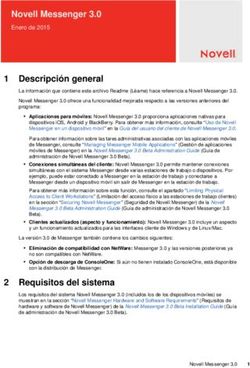
10Zenolite® Guía de Instalación
MEDIDAS DE LAS ABERTURAS
DESDE EL CENTRO HASTA LOS BORDES
MEDIDA DEL PERÍMETRO
DEL SALPICADERO
MURO
REVISE QUE SE ENCUENTRA
A UN ÁNGULO DE 90°
MESÓN
UNIONES DE ESQUINA RECTAS UNIONES DE ESQUINA BISELADAS
MUROS MUROS
1.6mm
6mm
6mm
CINTA CINTA
1.6mm 1.6mm 1.6mm
6mm 6mm
6mm SALPICADERO SALPICADERO
CORDÓN DE
SILICONA CORDON DE
SILICONA
BORDE INFERIOR 6mm 1.6mm UNIONES VERTICALES
3mm
MURO
MURO
CORDON DE
SILICONA CORDON DE
SILICONA
3mm
BENCH TOP
11Marcado
Zenolite ® Guía de Fabricación
Marcación
• Zenolite tiene un film protector por ambas caras
• Marque los huecos y lineas de corte sobre el film protector, usando un lápiz suave, no use marcadores
de metal
• Solo remueva el film inmediatamente antes de la instalación del Zenolite.
• No realice el marcado bajo el rayo directo del sol o en condiciones de frio extremo para evitar que
los movimientos de contracción y expansión térmica afecte las dimensiones del panel antes de la
instalación.
Corte
(Referirse a métodos de corte)
Perforaciones y aberturas
• Las perforaciones deben realizarse máximo a 10mm del borde de la lámina.
• Grandes aberturas no deben ser mayores a la distancia que hay desde el borde la lamina hasta la
perforación.
“IGUAL” “IGUAL”
> 10mm
> 10mm
Taladre agujeros
de 6 mm
AGUJEROS ABERTURAS
Instalación de los páneles
• Retire el film protector del lado interno de la lámina. Ráyela con una esponjilla o una lija 240, asegúrese
que toda la superficie esté libre de polvo
• Adhiera una cinta doble faz de 12mm x 1.6 de espesor a los largo de los lados del pánel con un espacio
aproximado de 300 mm entre cada una de ellas.
Para mayor información visite: www.zenolitelatam.com
12Zenolite® Guía de Instalación
• Coloque un cordón de 6mm de silicona curada neutra entre las cintas adhesivas.
• Remueva el papel protector de la cinta e instale los páneles con un espacio de 3mm en la parte
inferior, 3mm entre páneles y 6mm al final de cada pánel.
• Presione firmemente para asegurar que el panel se adhiera a la pared y déjelo secar por 24 horas
antes de sellar las uniones con silicona curada neutra.
• No use silicona a base de ácido acético
• Remueva el film protector
10mm
ADHESIVO
10mm
6 - 10mm
12mm 200 - 400 centres
CINTA ADHESIVADOBLEFAZ
12mm
6 - 10mm
Perfiles de Aluminio
Zenolite puede ser instalado usando una variedad de perfiles. Para fijar el perfil a una de las láminas,
puede usar puntos de silicona cada 200mm a 300mm.
13Propiedades Físicas
Zenolite
Metric US
General
Densidad relativa ASTM D-792 1.19 - 1.19 -
Absorción de agua ASTM D-570 < 0.5 % < 0.5 %
Dimensiones
Diferencia entre diagonales - 275 °C > 530 °F
Propagación de llamas ASTM E84 130* - 130* -
* Testeado en Bodycote
(reporte 08-002-719) en 6mm (0.24”)
Para mayor información visite: www.zenolitelatam.com
14Distributed By:
Add a Splash of Living Colour
© Copyright 2009
Patent Pending
www.zenolitelatam.com
Oakmoore Pty Ltd
ABN: 13 056 159 570También puede leer