DESHIDRATACIÓN DE ALCOHOL ASISTIDA POR MICROONDAS
←
→
Transcripción del contenido de la página
Si su navegador no muestra la página correctamente, lea el contenido de la página a continuación
DESHIDRATACIÓN DE ALCOHOL ASISTIDA POR MICROONDAS
J. C. ALARCÓN BARRERA*, C.R. CORREA CELY **,
D. R. MOLINA VELASCO ***
*Ingeniero Químico, Universidad Industrial de Santander, UIS. Bucaramanga. Colombia.
E-mail: juanka_13@yahoo.com; jcalar@uis.edu.co
** Ingeniero Químico, Universidad Nacional, M.Sc. Ph.D. ...UIS. Bucaramanga. Colombia.
E-mail: crodrigocorrea@yahoo.com
*** Químico M.Sc. Universidad Industrial de Santander, UIS. Bucaramanga. Colombia.
E-mail: dmolina@uis.edu.co
RESUMEN achieved with cassava for area from sugar content
matter, to obtain larger quantity of recovered
La producción de bioetanol a partir de yuca resulta alcohol after a fermentation process. It is also truth
más atractiva que la de caña de azúcar, debido a la that distillation is the most expensive stage of
mayor producción por la misma área cultivada. La agricultural ethanol process; besides, anhydrous
etapa más costosa del proceso de fabricación de alcohol has great commercial value as a carburant.
etanol agroindustrial es la destilación, en especial This article shows as the “Grupo de Investigación
cuando se desea obtener alcohol anhidro. Este Aplicada y Adaptativa de Desarrollo
artículo presenta los resultados del trabajo realizado Agroindustrial” (GIAAI) next to CEMOS from the
por el Grupo de Investigación Aplicada y Universidad Industrial de Santander (UIS) who
Adaptativa, adscrito al Centro de Investigación en proposed to distillate ethanol using microwave
Biomoléculas (CIBIMOL)-Escuela de Química, radiation. It has achieved to dehydrate ethanol using
junto con el grupo CEMOS de la escuela de electromagnetic irradiation (REM) as an alternative
Ingeniería Eléctrica, Electrónica y energy source. In conclusion it obtained carburant
Telecomunicaciones de la Universidad Industrial de alcohol when was used sodium acetate as a
Santander (UIS) quien propuso un método dehydrate substance, improving time process and
alternativo para deshidratar bioetanol obtenido de la increasing performance.
yuca que se cultiva en la región santandereana,
usando radiación electromagnética (REM) como INTRODUCCIÓN
fuente de energía. Se alcanzó mayor rendimiento y
se comprobó que para el sistema etanol-agua resulta En procesos industriales es bien conocido el uso de
conveniente el uso de microondas, reflejado esto, las microondas (MO) como fuente de energía para
como ahorro en tiempo del proceso así como mayor reacciones bioquímicas y químicas de sistemas de
aprovechamiento de la energía. reología complicada como polímeros y asfaltos
entre otros (Cresswell y Haswell, 2001; Giese
Palabras claves: Destilación microondas, etanol 1992).
anhidro, etanol agroindustrial, producción etanol,
yuca. En el proceso de destilación se han usado las
microondas para seleccionar específicamente un
ABSTRACT isómero de valor comercial de algunos
hidrocarburos, pero aún no se reportan datos en la
Production of ethyl alcohol from starch matter as literatura acerca de la destilación-concentración de
cassava roots is more important than sugar material etanol-agua con este tipo de calentamiento.
ethanol production, due to alcohol productivity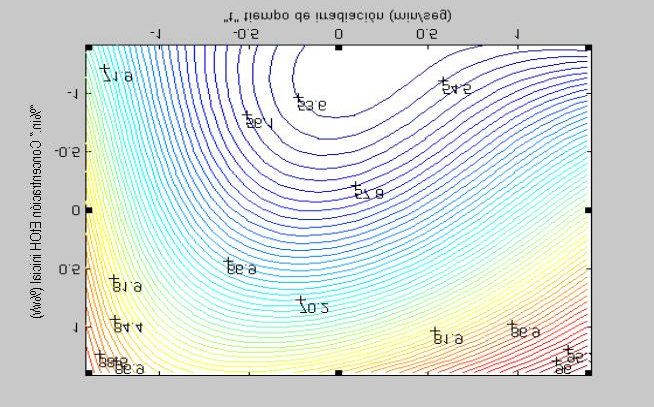
Los conocimientos de otros procesos que utilizaron En Colombia se aprobó la ley 693 del 2001 que
energía de microondas (Arévalo, 2000; Ferrer 1999) indica que para el año 2005 todas las ciudades que
y el diseño del proceso, dejaron ver como variables tengan una población de 500.000 habitantes o más
influyentes en la deshidratación de alcohol asistida deben usar etanol anhidro en relación del 10% en
con microondas, las siguientes variables: peso para los combustibles de sus vehículos.
temperatura, volumen de mezcla cargada, En el departamento de Santander anualmente se
concentración de etanol de la disolución, potencia producen más de 200.000 toneladas de yuca, de las
de salida de la radiación electromagnética cuales se podrían utilizar casi el 90% de la
(microondas), tiempo de exposición a la energía, producción para la fabricación de etanol.
ángulo de penetración de las ondas
electromagnéticas, frecuencia de oscilación de las Este trabajo presenta el resultado del estudio de la
ondas, altura de la columna de fraccionamiento, tipo etapa de destilación de alcohol, para concentrarlo
de empaque, geometría y tamaño del empaque así hasta el punto de etanol anhidro utilizando radiación
como tipo de material usado para cargar la mezcla, electromagnética (microondas).
para las columnas y para el empaque. Todas estas se
tuvieron en cuenta en su propio valor y en PARTE EXPERIMENTAL
interacción con otras para producir los mejores
valores de los parámetros de respuesta, Mediante análisis factorial se analizó una a una las
concentración de etanol destilado y volumen de variables por separado y en interacción con las
destilado. demás para acotar sus valores y obtener los mejores
valores de productividad en la destilación de
La producción mundial de bioetanol se ha hecho alcohol. Se hizo bloqueo de las variables y se
importante a raíz de la crisis energética del petróleo fijaron algunas de ellas como variables de diseño,
y a la necesidad de conservación del medio entre las cuales están:
ambiente. Países como Brasil, Estados Unidos y
Japón han incrementado sus investigaciones en esta • Temperatura: la cual dejó de ser medida dentro
producción para uso específico como de la cavidad electromagnética por restricciones
biocombustible. de seguridad y equipo.
La producción de bioetanol puede lograrse a partir • Frecuencia: es una variable de diseño ya que los
de tres tipos de materiales potencialmente ricos en hornos utilizados en el laboratorio trabajan a
sustancias hidrolizables tales como: una frecuencia fija de 2,45 GHz.
- Material rico en azúcar, como la caña de
azúcar y la remolacha. • Ángulo de penetración de las ondas: se encontró
- Material amiláceo, especialmente rico en el lugar en donde existe mayor incidencia de las
almidones, como el maíz, la yuca, y la papa. ondas electromagnéticas para ser absorbidas por
- Material celulósico, biomasa el material y así este se calentó mejor. Esta
potencialmente hidrolizable pero con variable se tuvo que establecer debido a que el
mayores etapas de proceso. aplicador de ondas del microondas es de tipo
multimodal y emite en todas direcciones la
Es también conocido el proceso de deshidratación radiación electromagnética que es reflejada por
de alcohol como el proceso industrial a alta las paredes en todas direcciones.
temperatura del alcohol etílico en presencia de
H2SO4 como catalizador para la producción de éter • Altura de la columna, tipo de empaque y altura
etílico. En este estudio la deshidratación se refiere al de la sección empacada: después de las pruebas
secado de alcohol y la recuperación o concentración con varios tipos de columnas y empaques se
de etanol de la mezcla acuosa que se obtiene de la estableció una empacada de 59 cm de alta y con
etapa previa de fermentación entre concentraciones sección empacada de 52 cm la cual obtuvieron
5 - 11% (v/v) (CIAT 1980).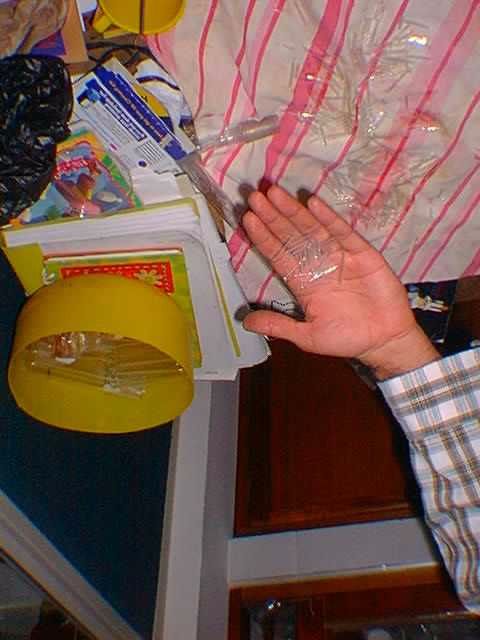
los mejores resultados de destilación. También RESULTADOS Y ANÁLISIS
se escogió, previa experimentación, el tipo de
empaque cilíndrico de 2.3 cm de alto y de 2.5 Se obtuvieron excelentes resultados desde la
mm de diámetro. destilación simple realizada en el laboratorio
mejorando del 65 al 82% EtOH (p/p) en un lote de
• El tipo de material seleccionado para el proceso etanol destilado con microondas; tan sólo se
fue vidrio boro silicato, tanto para el recipiente consiguió 65% con calentamiento convencional.
de carga como para la columna y el empaque.
Finalmente quedaron las variables de proceso: La interacción electromagnética entre las moléculas
volumen de disolución cargada, concentración de del agua y el alcohol provocan la disminución de la
etanol en la mezcla, potencia de salida de las fuerza de enlace que ejerce el azeótropo para retener
microondas y tiempo de exposición a la radiación el etanol y así dejar que éste se destile de la
electromagnética, las cuales se trabajaron con disolución acuosa.
diseños experimentales del tipo 2^3 y finalmente
3*2^2. Los valores de los niveles para la superficie Al usar la columna de fraccionamiento (empacada)
de respuestas se reportan en la tabla 1. (tiempo de seleccionada por medio de acotamiento de
irradiación REM y concentración inicial de EtOH experimentos se obtuvo un alcohol de 92% (p/p)
en la disolución). Se puede ver un comparativo irradiándola electromagnéticamente (REM)
entre los valores normalizados estadísticamente y mientras que con calentamiento convencional se
los valores reales. alcanzó 90,35% (p/p) en 9 minutos (comparado con
los 4 minutos que duró la destilación con
Todas las pruebas fueron comparadas contra la microondas)
destilación convencional utilizando una plancha de
calentamiento en lugar del horno de microondas. Se encontró en la literatura que estudios de
recuperación y concentración de etanol usan sales
Tabla 1. Valores reales de las variables de proceso para tales como el acetato de sodio y potasio que pueden
la superficie de respuesta que se observa con valores romper el azeótropo por incremento de la
normalizados en las figuras 1- 4. solubilidad H2O-sal (mayor valor de las fuerzas
intermoleculares del agua con la sal) y por
Variable Niveles de experimentación Unidad consiguiente separar con mayor facilidad el
de proceso de la alcohol (Serra y Solá 1987). Se realizó la prueba
-1.4142 –1 0 1 1.4142 variable
experimental con sal de acetato de sodio para las
mejores condiciones encontradas en deshidratación
de etanol usando columna de fraccionamiento y se
-Minutos obtuvo un 97,70% (p/p) de etanol anhidro.
“t”Tiempo 3’12 3’20 3’40 4’00 4’08 y
de segundo
irradiación
En la figura 1, se puede observar que para lograr la
con MO 192 200 220 240 248 - mayor concentración de etanol en el destilado los
Segundos valores de las variables tiempo de radiación,
potencia de las microondas y concentración de
etanol en la carga estuvieron cerca de los valores de:
“%in.” 5 6 8 10 11 % EtOH
4 minutos, 540 vatios y 10% EtOH (v/v),
% inicial (5.17) (10.83) (v/v)
de EtOH respectivamente.
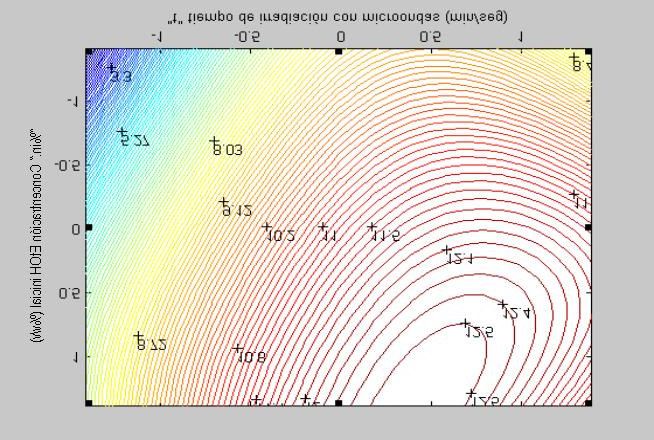
Figura 1. Superficie de respuesta para el diseño 3*2^2 Figura 2. Contorno de la superficie de respuesta para el
para el porcentaje de etanol en el destilado. porcentaje de etanol del destilado.
Se puede deducir que hay mayor probabilidad de
encontrar el mejor valor para la respuesta de La normalización de los datos experimentales se
concentración de EtOH con valores de tiempo de obtuvo mediante el uso de la siguiente ecuación:
radiación “t” entre 3 min. 40 segundos y 4 minutos,
y entre valores de concentración de EtOH inicial valorreal − valormedio
Valornorma lizado = [1]
“%in.” entre 10 - 11%(v/v) valor sup erior − valormedio
Para la productividad se escogió la variable
volumen de destilado que alcanza su mejor valor
cuando la variable “t” oscila entre 0,5 y 1,0 al igual y para el caso de los valores negativos:
que para “%in.” La superficie de respuesta para
esta variable aparece en la figura 3.
valormedio − valorreal [2]
Valornormalizado =
La figura 2 muestra el contorno de la superficie de valormedio − valor sup erior
respuesta para la variable %EtOH destilado
(%dest.). Los mayores valores para la respuesta
corresponden a 92,2% EtOH (p/p). En la figura 3 se De la figura 3, el valor más alto para el rendimiento
ve la superficie de respuesta para la variable de del proceso, el volumen de destilado, se alcanza un
volumen de EtOH destilado y en la figura 4 el valor máximo entre 12,5 y 13 ml cuando los valores
contorno de dicha superficie, observándose el mejor de “t” y “%in.” están cercanos a 1,0 normal (valor
valor (12,5 ml aproximadamente) para valores que real = 10% EtOH in. y 4 minutos).
están entre 3 minutos 40 segundos y valores de 9 -
10% (v/v) para concentración inicial de alcohol.
Termómetro
Termómetro
Condensador
Condensador
Agua
Agua
Columna
Columna de
de
Figura 3. Superficie de respuesta del diseño 3*2^2 para fraccionamiento
fraccionamiento
volumen de destilado. Recolector destilado
Calentamiento
Calentamiento
REM (microondas)
(REM)
Figura 5. Ilustración del montaje usado en las pruebas
experimentales de deshidratación de alcohol con
microondas.
Figura 4. Gráfica de contorno de la superficie de
respuesta para el volumen de alcohol destilado con MO
(valores normalizados)
a. b.
En la figura 5 se ilustra el montaje utilizado para el
proceso de destilación de etanol con el cual se
obtuvieron mejores resultados para las variables de
respuesta estudiadas (concentración de alcohol
expresada como %EtOH p/p y volumen de destilado
expresado como mililitros de alcohol recuperado).
Se observa la reflexión de las ondas
electromagnéticas a causa del choque de estas con
las paredes reflectoras dentro de la cavidad.
La figura 6 muestra el equipo utilizado, la columna c.
d.
y el empaque seleccionado para las pruebas
Figura 6. Montaje realizado para las pruebas
(Fotografías laboratorio CIBIMOL-BIOQUÍMICA
experimentales de deshidratación de alcohol con
Camilo Torres 210 UIS). microondas a. Cavidad electromagnética b. Torre
empacada c. Vista equipo completo d. Tipo de empaque
utilizado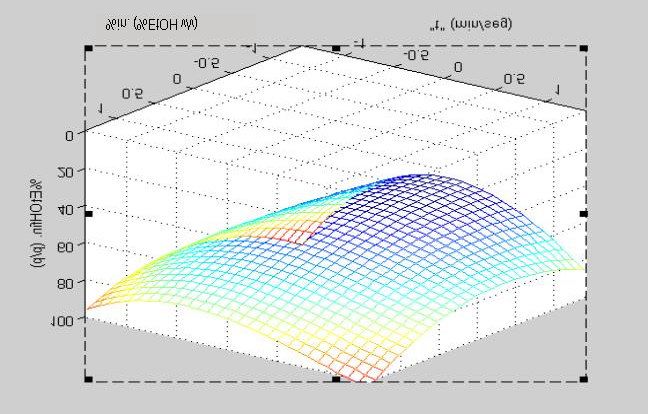
CONCLUSIONES REFERENCIAS
• Se demostró que la energía electromagnética 1. ARÉVALO, Luis; HAAD, Wilmer H. Tesis de
REM de microondas funciona favorablemente grado: “Producción de Policloruro de
en el proceso de obtención de etanol anhidro y Vinilideno (PVDC) en presencia de
abre un camino a la investigación en este microondas”. UIS. Bucaramanga, 2000. 23-50.
campo. 2. CRESSWELL, Sarah L. y HASWELL, Stephen
J. Microwave Ovens-Out of the Kitchen.
• Se redujo el tiempo del proceso de 540 Journal of Chemical Education, Vol. 78 No.7
segundos para un lote de etanol producido en el July 2001. 900-904.
laboratorio con calentamiento convencional a 3. FERRER, Wilber; PEÑA, Leonardo. Tesis de
240 segundos para el mismo proceso usando grado: “Propuesta de un método de
microondas. envejecimiento de asfaltos con microondas a
través de un análisis comparativo con la
• La productividad de la etapa de destilación técnica RTFO.”UIS. Bucaramanga, 1999. 12-
usando REM para deshidratar alcohol desde 25.
solución etanol-agua de fermentación fue de 4. GIESE, James. Advances in Microwaves food
76,38% mientras que para el mismo proceso Processing. Food technology. 1992, Vol.46,
usando calentamiento convencional solo No.9. 118-123.
alcanzó un rendimiento de 48,48% tomando 5. Memorias. Primer simposio colombiano sobre
como base de análisis la variable volumen alcohol carburante. CIAT. Colombia. Mayo 18-
destilado. 22. 1980. p.137.
6. SERRA A., POCH M., y SOLÁ C.
• Cuando se deshidrató alcohol etílico con acetato “Recuperación del Etanol Producido por
de sodio se encontró mayor rendimiento, Fermentación a partir de Biomasa. I y II
76,56%, además, se obtuvo etanol anhidro. Sistemas convencionales y Sistemas no
convencionales” De: Rev. Agroquím. Tecnol.
Aliment., 27(3); 27 (4);1987. 361-372; 497-508.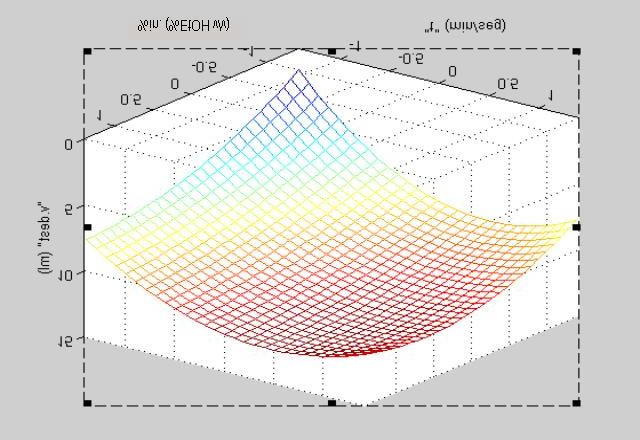

También puede leer