FABRICACIÓN Y ADAPTACIÓN DE UNA MONTURA IMPRESA CON TECNOLOGÍA 3D SLA
←
→
Transcripción del contenido de la página
Si su navegador no muestra la página correctamente, lea el contenido de la página a continuación
Antonio Sousa Maestre
GRAU EN ÒPTICA I OPTOMETRIA
TREBALL FINAL DE GRAU
FABRICACIÓN Y ADAPTACIÓN DE UNA MONTURA
IMPRESA CON TECNOLOGÍA 3D SLA
Antonio Sousa Maestre
DIRECTORA: Marta Fransoy Bel
DEPARTAMENT D’ÒPTICA I OPTOMETRIA
FECHA DE LECTURA: junio de 2021
1
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservats
Antonio Sousa Maestre
Facultat d’Òptica i Optometria de Terrassa
GRADO EN ÓPTICA Y OPTOMETRÍA
La Sra. Marta Fransoy Bel como directora del trabajo
CERTIFICA
Que el Sr. Antonio Sousa Maestre ha realitzado bajo su
supervisión “FABRICACIÓN Y ADAPTACIÓN DE UNA
MONTURA IMPRESA CON TECNOLOGÍA 3D SLA” que se
recoge en esta memoria para optar al titulo de óptica y
optometría.
Ypara que conste, firma este certificado.
Sra. Marta Fransoy Bel, directora
Terrassa, 1de junio de 2021
2
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservats
Antonio Sousa Maestre
PREFACIO
El primer contacto que tuve con la tecnología de impresión 3D fue en el año 2018, a
través de un amigo que utilizaba una impresora 3D por extrusión, aunque en ese momento no
asocié la impresión 3D con la fabricación de monturas.
Tiempo más tarde, en el curso 2018-2019, en clase de Adaptació i Muntatge d’Ulleres, nos
mostraron un vídeo en el que se fabricaban gafas con esta tecnología. Le comenté a la profesora
Marta Fransoy, la posibilidad de hacer mi Trabajo de Final de Grado relacionado con el tema,
debido al potencial que percibí en esta idea. Ella me dijo que era factible y ahí comencé a
plantear el TFG sobre la aplicación de la impresión 3D, por estereolitografía (SLA), de monturas
para gafas.
Tiempo después, comencé a leer artículos y buscar información acerca de lo ya hay
escrito en este campo, puesto que, al ser una tecnología emergente, todavía no hay demasiada
bibliografía (o eso pensaba). Hay algunos fabricantes de monturas (1) que emplean la tecnología
3D, aunque todavía son muy pocas. Justo acabando mi tercer año de carrera formalicé mi
trabajo con Marta Fransoy y ahí comencé a investigar más a fondo.
Me di cuenta de que, a día de hoy, se ha abaratado la tecnología 3D por estereolitografía
y que es mucho más precisa que la técnica de modelado por deposición fundida (FDM), lo que
es muy importante para obtener piezas con buen acabado de detalles, y el verano de 2019
adquirí una impresora 3D Elegoo Mars, que funciona mediante estereolitografía por luz
ultravioleta. A partir del software libre (freeCad, tinkercad), y con la ayuda de los tutoriales de
las aplicaciones y alguno de YouTube, pude empezar a diseñar las primeras monturas.
Al empezar cuarto curso ya había impreso un par de monturas, sin obtener un acabado
prefecto, debido a varios motivos que identifiqué y en los que continué trabajando para mejorar
el proceso. Me concentré en encontrar nuevos materiales como el Nylon PA12, más aptos para
fabricar monturas que el que estaba utilizando hasta el momento, que es una resina de
acrilonitrilo butadieno estireno (ABS).
Mi siguiente proyecto será imprimir una montura para lentes solares, mientras continúo
recopilando información acerca de materiales y tecnología emergente.
(1)
Los fabricantes son: Mimic eyewear (Optica 2000), Wlasses, Morel.
3
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservats
Antonio Sousa Maestre
GRADO EN ÓPTICA Y OPTOMETRÍA
FABRICACIÓN Y ADAPTACIÓN
DE UNA MONTURA IMPRESA
CON TECNOLOGÍA 3D SLA
RESUMEN
En este trabajo se explica cómo diseñar y fabricar una montura adaptada a un
usuario mediante tecnología 3D SLA. Para este fin se explicará detalladamente el
proceso de adaptación, así como todo lo referente a tecnología SLA y a materiales.
Primero se hará una introducción de la tecnología SLA y de los materiales que
disponemos con este tipo de impresión y un estudio de su viabilidad para utilizar en
gafas. También se explicarán otras técnicas como el modelado por deposición fundida y
una comparativa entre estas dos tecnicas de impresión mencionadas.
En segundo lugar, se hace una propuesta para la correcta adaptación de las gafas
al usuario mediante software con el fin de imprimir la montura lo más ajustada posible.
Para demostrar la viabilidad de lo expuesto, se trabajará en un caso de adaptación
real con todo el protocolo diseñado anteriormente y finalmente imprimiendo y
montando la montura resultante.
Se ha conseguido imprimir la montura ideal despues de imprimir varias monturas
fallidas y ha resultado dentro de parámetros de adaptación aceptables.
El utilizar la impresión 3D nos da la oportunidad de diseñar una montura con los
parámetros ideales para cada usuario, siendo importante sobre todo en personas con
parámetros faciales fuera de lo habitual. Además, la tecnología SLA nos permite obtener
acabados de resolución de capa de pocas micras, lo que es casi imperceptible por el ojo.
Por otro lado, la estereolitografía tiene puntos en contra, como su postprocesado
y tener que generar un soporte para su impresión.
En conclusión, es una buena técnica pero existen más técnicas que sería
interesante explorar, como el Sinterizado selectivo por láser.
4
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservats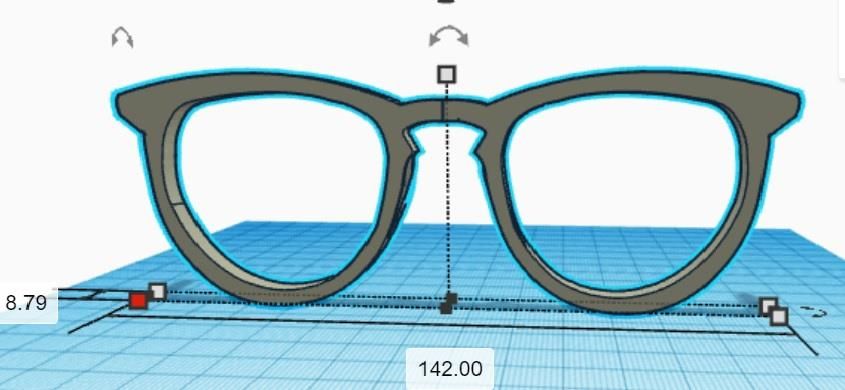
Antonio Sousa Maestre
GRAU EN OPTICA I OPTOMETRIA
FABRICACIÓ I ADAPTACIÓ
D'UNA MUNTURA IMPRESA
AMB TECNOLOGIA 3D SLA
RESUM
En aquest treball s'explica com crear i disenyar una muntura adaptada a un usuari
mitjançant tecnologia 3D SLA. Per a aquesta fi s'explicarà detalladament el procés
d'adaptació, així com tot el referent a tecnologia SLA i a materials.
Primer es farà una introducció de la tecnologia SLA i dels materials que disposem amb
aquest tipus d'impressió i un estudi de la seva viabilitat per utilitzar en ulleres. També
s'explicaran altres tècniques com el modelat per deposició fosa i una comparativa entre
aquestes dues esmentades.
En segon lloc, es fa una proposta per a la correcta adaptació de les ulleres al subjecte
mitjançant programari per tal d'imprimir la muntura el més ajustada possible.
Per demostrar la viabilitat del que s'ha exposat, s'exposarà un cas d'adaptació real amb
tot el protocol dissenyat anteriorment i finalment imprimint i muntant la muntura
resultant.
S'ha aconseguit imprimir la muntura ideal després d'imprimir diverses muntures
fallides i ha resultat dins de paràmetres d'adaptació acceptables.
L'utilitzar la impressió 3D ens dóna l'oportunitat de dissenyar una muntura amb els
paràmetres ideals per a cada usuari, sent important sobretot en persones amb
paràmetres facials fora del que és habitual. A més, la tecnologia SLA ens permet
obtenir acabats de resolució de capa de poques micres, el que és gairebé
imperceptible per l'ull.
D'altra banda, la estereolitografia té punts en contra, com el seu postprocessat i haver
de generar un suport per a la seva impressió.
En conclusió, és una bona tècnica però hi ha més tècniques que seria interessant
explorar, com el Sinteritzat selectiu per làser.
5
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservats
Antonio Sousa Maestre
GRAU EN OPTICA I OPTOMETRIA
MANUFACTURE AND FITTING OF A
SLA 3D TECHNOLOGY PRINTED FRAME
SUMMARY
This work explains how to create and design a frame adapted to a user, by means of 3D
SLA technology. For this purpose, the fitting process will be explained in detail, as well
as everything related to SLA technology and materials.
First, as an introduction of stereolithography, technology and materials needed are
presented, and a study of feasibility to use this technology in glasses manufacturing.
First, SLA technology and the different materials that has been used will be introduced.
Other techniques such as fused deposition modeling and a comparison between these
two mentioned, will also be explained.
Second, a proposal is made for the correct fittiing of the glasses to the user, in order to
print the frame as tightly as possible, with the appropriate software.
To demonstrate the viability of the project, a case of real fitting will be presented with
the entire protocol designed previously, ennding with printing and mounting the
resulting frame.
It has been posible to print the ideal frame after printing several failed frames and it
has been within aceptable fit parameters.Using 3D printing gives us the opportunity to
design a frame with the ideal parameters for each user, being importante especially
for people with unusual facial parameters.
In addition, SLA technology allows to obtain few micrones resolution layers am¡nd
endings, which is almost imperceptible to the eye.
On the other hand, stereolithography has points against it, such as its post-processing
and having to generate a support for printing.
In conclusión, it is a good technique but there are more techniques that would be
interesting to explore, such as selective laser syntherization.
6
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservats
Antonio Sousa Maestre
TABLA DE CONTENIDOS
Índice de figuras...................................................................................................................... 8
1. Introducción ................................................................................................................... 9
2. Marco teórico ................................................................................................................. 9
2.1. Técnicas de impresión 3D ....................................................................................... 9
2.1.1. Modelado por deposición fundida ................................................................... 9
2.1.2. Impresión por estereolitografía.. .................................................................... 10
2.1.2.1. Introducción ....................................................................................... 10
2.1.2.2 ¿Cómo funciona la impresión por estereolitografiía? ......................... 11
2.1.2.2 Aplicaciones de la estereolitografía .................................................... 13
2.2. Aplicación de la impresión 3D para fabricación de monturas .............................. 14
2.2.1. Materiales actuales de monturas.................................................................... 14
2.2.2. Materias primas SLA (resinas y propiedades). ................................................ 16
2.2.3. Programas de diseño de monturas 3D ............................................................ 18
3. Método experimental................................................................................................... 19
3.1. Selección del caso ................................................................................................. 19
3.2. Toma de medidas ................................................................................................. 20
3.3. Dibujo y digitalización de la montura............................................................. 23
3.4. Presentación al usuario de monturas en formato digital para escoger......... 25
3.5. Exportación a formato .cbddlp para programa chitubox ............................... 26
3.6. Impresión ....................................................................................................... 26
3.7. Adaptación de la montura impresa al usuario .............................................. 27
4. Conclusiones ................................................................................................................. 29
5. Referencias bibliográficas ............................................................................................. 29
7
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservats
Antonio Sousa Maestre
ÍNDICE DE FIGURAS
Figura 1: Técnica de modelado por deposición fundida(FDM)………..………………….………..10
Figura 2: Impresión por estereolitografía (SLA)…………………………………………………….……….11
Figura 3: Impresión SLA, producción realizada en reversa……………………………………………..12
Figura 4: Prototipos para creación de joyas mediante impresión 3D SLA ……………………..13
Figura 5: Diseño impreso con resina flexible…………………………………………………………………17
Figura 6: Logo de Tinkercad………………………………………………………………………………………….18
Figura 7: Logo de FreeCad……………………………………………………………………………………………19
Figura 8:Prescripción para el ususario………………..………………………………………………………..20
Figura 9: Imagen del frontal del paciente con medidas…………….………………………………….21
Figura 10: Imagen del lateral del paciente con medidas……………………………………………….22
Figura 11: Boceto montura tipo 1…………………………………………………………………………………23
Figura 12: Ejemplo de imagen obtenida con inkscape……………………….…………………………23
Figura 13: Imagen obtenida con inkscape lista para extruir………………….………………………24
Figura 14: Imagen del frontal de la montura acotado mediante tinkercad…..………………24
Figura 15: Montura tipo 1……………………………………………………………………………….……………25
Figura 16: Montura tipo 2……………………………………………………………………………….……………25
Figura 17: Modelo procesado con Chitubox………………………….……………………………………..26
Figura 18:Detalle del LCD de la impresora……………………………….……………………………………27
Figura 19:Gafas adaptadas al usuario (frontal)………………………….……..…………………………..28
Figura 20:Gafas adaptadas al usuario (lateral)…………………………………….………………………..28
8
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservats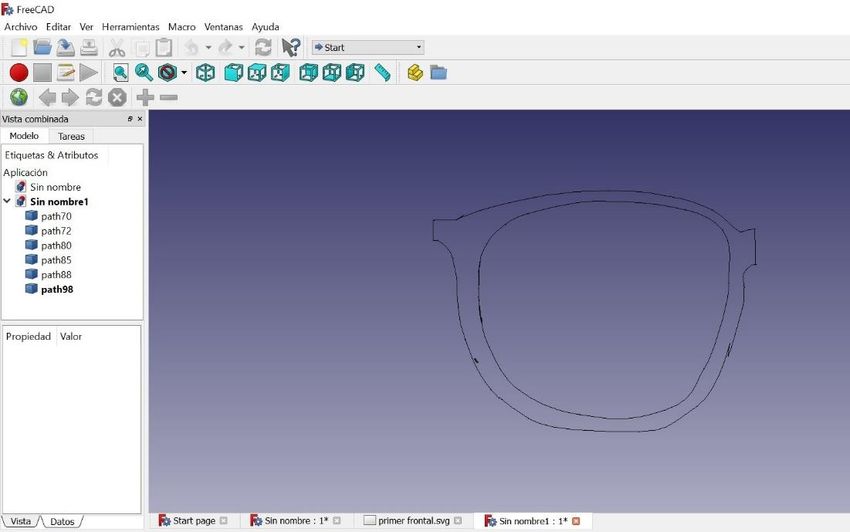
Antonio Sousa Maestre
1. Introducción
El objetivo de esta introducción es dar contexto a la impresión 3D aplicada a la fabricación de
monturas para gafas (1).
La impresión 3D (3D Printing) es un conjunto de tecnologías de fabricación aditiva en las que el
modelo a construir se crea por deposición de material capa a capa a partir de un modelo 3D
virtual. La forma en la que se produce la deposición del material define el tipo de tecnología de
impresión 3D. Algunas impresoras depositan el material después de su calentamiento (FDM), lo
funden (SLS) o lo depositan en forma de láminas delgadas y cortadas (LOM).
Los inicios de la impresión 3D se remontan a principios de los años 80, cuando Chuck Hull fundó
la compañía 3D Systems y patentó la estereolitografía (stereolitography) en Estados Unidos. A
partir de entonces, la evolución durante los últimos 30 años ha sido imparable gracias al
vencimiento de las patentes y al aumento de los tipos de materiales disponibles. El movimiento
Maker (comunidad RepRap) y la filosofía DIY (Do It Yourself) han favorecido que las
universidades, las pequeñas empresas y los particulares fabriquen sus propias impresoras 3D a
precios muy bajos. En 2012 se vendieron tantas impresoras en el mundo como en el periodo
comprendido entre 1980 y 2011. Actualmente, las impresoras personales se pueden adquirir a
precios inferiores a 1000 euros y en prácticamente cualquier tienda de informática.
La impresión 3D también se conoce con otros nombres, como fabricación instantánea o de
sobremesa, fabricación por capas o fabricación de sólidos por formas libres. Algunas de las
técnicas más importantes –como la estereolitografía (STL), el sintetizado selectivo por láser (SLS)
y el modelado por deposición fundida (FDM)- pueden imprimir prototipos físicos mediante
fotopolímeros, polvos metálicos o cerámicos y termoplásticos, respectivamente.
2. Marco teórico
2.1. Modelado por deposición fundida (FDM).
En este procedimiento se deposita un material fundido como el acrilonitrilo butadieno
estireno (ABS), ácido poliláctico (PLA) o la poliamida (PA), entre otros, sobre capas enfriadas con
el fin de garantizar su rápida solidificación y su endurecimiento. La deposición del material
fundido se realiza a través del cabezal extrusor que recibe el filamento de una bobina. Es uno de
los procedimientos de bajo coste más empleados y extendidos en la actualidad (1).
9
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservats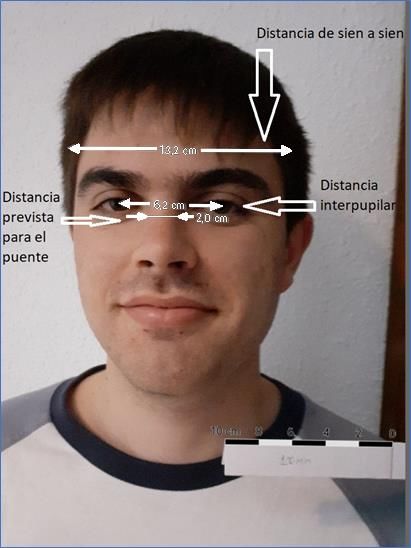
Antonio Sousa Maestre
Figura 1: Técnica de modelado por deposición fundida.
Las ventajas del FDM (modelado por deposición fundida) son muchas: una gran variedad de
materiales disponibles, impresoras económicas y pequeñas (de escritorio o sobremesa), no se
producen residuos (tan solo en los soportes de impresión) y la impresión de piezas huecas o muy
poco porosas es rápida. El principal inconveniente es la necesidad de crear soportes o
estructuras de apoyo en las caras inclinadas (con voladizo), la baja resistencia de las piezas
impresas en el eje Z (dirección de impresión de las capas) y su lentitud cuando se desean obtener
modelos macizos y de gran tamaño.
2.1.2 Impresión por estereolitografía (SLA)
En este apartado vamos a profundizar en la estereolitografía, veremos cómo funciona esta
técnica y algunas de las aplicaciones más importantes (2).
2.1.2.1 Introducción
Es la primera técnica de fabricación aditiva. patentada en 1986 y se empezó a utilizar en 1987.el
procedimiento en la estereolitografía se basa en utilizar un láser ultravioleta para solidificar una
resina fotosensible.
10
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
La estereolitografía se considera como el origen de los procesos de impresión 3D, con el primer
equipo patentado en 1984 por Charles Hull y la primera máquina comercial desarrollada por 3D
Systems en 1988. ¿Qué hay detrás de esta técnica?
Este proceso, conocido como SLA (estereolitografía), utiliza el principio de fotopolimerización
para crear modelos 3D a partir de resinas sensible a los rayos UV. Esto se solidifica mediante el
paso de una láser capa por capa, dotando con esto de mayor calidad a los modelos hechos con
esta tecnología.
Las impresoras 3D SLA se caracterizan por su material de impresión líquido y por la presencia de
una cubierta de protección UV (generalmente naranja, verde, rojo o amarillo). Ofrecen un
volumen de producción relativamente pequeño en comparación con otras tecnologías de
impresión, incluso algunas máquinas como la Mammoth de Materialise pueden producir piezas
de más de 2 metros.
2.1.2.2 ¿Cómo funciona la impresión 3D por estereolitografía?
Como cualquier otra técnica de impresión 3D, el primer paso es obtener un archivo digital en
3D. Este archivo, se genera a través de software tipo CAD (FreeCad, AutoCAD, SolidWorks, etc.).
El archivo obtenido, generalmente en formato STL, se envía a la máquina. Aquí, otro software
(slicer) realiza un corte del modelo en capas delgadas de un espesor constante. Posteriormente
se da la orden a la impresora de imprimir.
Como se puede apreciar en la figura 2, entre sus componentes podemos encontrar una bandeja
de resina, una plataforma móvil (eje Z), un sistema de raspado (eje x), un láser UV, óptica de
enfoque y un espejo galvanométrico (ejes x e y)
Figura 2: Impresión SLA
11
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
Igual que con cualquier técnica de impresión 3D, se requiere un archivo digital en 3D. Esto se
puede obtener a través del software CAD (SolidWorks, Sculpt o Maya, por ejemplo). Este
archivo, a menudo en formato STL, se envía a la máquina, donde un segundo software (llamado
slicer) realiza un corte del modelo en capas delgadas de impresión de un espesor fijo. Y
finalmente se le da la orden a la impresora de comenzar a imprimir.
Entre los diversos componentes de una máquina de estereolitografía se encuentran una bandeja
de resina, una plataforma móvil (eje Z), un sistema de raspado (eje X), un láser UV, óptica de
enfoque y un espejo galvanométrico (ejes X e Y).
El rayo láser barre la superficie de la resina líquida de acuerdo con el modelo 3D digital
suministrado a la impresora. Una vez que la primera capa de material solidificado, la plataforma
desciende un nivel, que corresponde al grosor de una capa de impresión, y una nueva sección
se solidifica. Hay tantos ciclos de impresión como capas hay para obtener el volumen completo
de la pieza.
En algunos modelos de máquinas SLA (como en Formlabs, por ejemplo), la producción de la
pieza se realiza en reversa. Como se observa en la figura 3, la plataforma se sumerge en la
bandeja de resina después de cada capa solidificada mientras que el láser actúa de abajo hacia
arriba.
Figura 3: Impresión SLA, producción realizada en reversa.
12
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
La tecnología SLA utiliza un material en forma de resina líquida fotosensible.
Después de terminar la impresión, se procede a la limpieza con un disolvente
(generalmente alcohol isopropílico también conocido como isopropanol), esto es necesario para
eliminar el exceso de resina no solidificada. A diferencia de otras técnicas tales como la
sinterización selectiva por láser (SLS), la Deposición de Material Fundido (FDM) y la impresión
PolyJet 3D, se requiere un post-procesamiento para finalizar el proceso de fotopolimerización y
conseguir la máxima resistencia del material.
Al igual que con la tecnología FDM, la estereolitografía utiliza el uso de soportes al
imprimir formas complejas, en forma de andamios, que permiten soportar las partes que se
precipitan en el vacío. Estos soportes son eliminados con facilidad durante el postproceso de los
modelos.
La tecnología de estereolitografía ofrece un acabado superficial ligeramente vítreo, pero
generalmente es superior a los procesos FDM o SLS (con el mismo espesor de capa). No es raro
que las diferentes capas de impresión sean apenas visibles. Sin embargo, pocos colores están
disponibles en SLA.
2.1.2.3 Aplicaciones de la estereolitografía
La tecnología SLA es la más utilizada para la creación de prototipos, en todas las áreas de la
industria gracias a su velocidad, pero dependiendo de la calidad de la impresora, también es
posible obtener piezas funcionales inmediatas. SLA también se utiliza para la producción de
moldes de inyección o fundiciones, especialmente en el mundo de la joyería y la odontología.
Figura 4: Prototipos para creación de joyas mediante impresión 3D SLA.
13
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
La fundición a la cera perdida (procedimiento que permite obtener figuras de metal por medio
de un molde elaborado a través de un prototipo) es un ejemplo de un proceso de fabricación
indirecto que utiliza estereolitografía. Esta técnica milenaria ahora descansa en la impresión 3D
de una réplica fiel del modelo final (también llamado maestro de joyería) en una cera calcinable.
Una vez que se imprime la forma, se envuelve en un material refractario, creando el molde.
Luego se vierte un metal fundido en el molde y viene a reemplazar la cera. Una vez despejado
del molde, la parte metálica estará disponible.
2.2 Aplicación de la Impresión 3D para fabricación de monturas.
En este apartado se verá cómo la impresión 3D se puede aplicar a la fabricación de monturas y
en qué puede beneficiar su uso.
2.2.1 Materiales actuales de monturas
Primero veremos los materiales que se utilizan convencionalmente en la fabricación de
monturas (3).
Materiales termoplásticos: las monturas de materiales termoplásticos se caracterizan por la
facilidad en su elaboración de las diferentes partes, y concretamente el refuerzo de las varillas
mediante una armadura interna. Pero lo que son ventajas en su elaboración, son desventajas en
el uso de la montura, como es la deformación por el efecto de los esfuerzos y la temperatura:
además otro problema es la perdida de aditivos como los colorantes.
Acetato de celulosa (CA):
Se trata de un material artificial termoplástico, que se obtiene por esterificación con ácido
acético/anhidrido acético de la celulosa.
El acetato de celulosa se obtiene por esterificación con ácido acético/anhídrico en presencia de
ácido sulfúrico como catalizador. Después de varias operaciones se obtiene la grazna de acetato
de celulosa, que posteriormente se utiliza para el moldeo, obteniéndose placas para abastecer
a la inyectora para obtener directamente fontales de monturas.
A la grazna hay que añadirle los diferentes aditivos como son, colorantes, plastificantes, etc. Uno
de los problemas que presenta este material es la pérdida de los aditivos con el uso, el más
evidente es el sangrado (pérdida de color por el roce de la patilla, junto con el sudor).
Otro inconveniente de este material es la baja resistencia al calor temperatura de
reblandecimiento, a 85-100ºC, pero si la montura se encuentra en una funda flexible que la
14
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
presione, la temperatura de deformación, baja considerablemente, y por ello la montura se
deforma.
Propiedades: los esteres de celulosa tienen como propiedades comunes, la baja resistencia
mecánica, rigidez media, dureza muy baja y resistencia al impacto entre media y alta. La
estabilidad permanece de forma continuada desde los -40º hasta los +60ºC, llegando a puntas
de +80º pero de corta duración.
Se trata de un material transparente, tenaz y de bajo costo. Este material posee un bajo
contenido en agua, aunque su grado de esterificación está alrededor del 50%. Esto significa que
el otro 50% de los grupos –OH no esterificados son los que se utilizan para formar puentes de
hidrógeno entre las cadenas.
Propionato de celulosa (CP):
Al igual que el acetato de celulosa, se trata de un polímero artificial termoplástico procedente
de la celulosa, la unidad estructural es igual a la del acetato de celulosa. Se diferencia del acetato
de celulosa, en que posee una menor densidad, lo que se traduce en una mayor comodidad, al
tener menor peso en la montura. Mejor estabilidad de los aditivos frente al sudor.
Polimetacrilato de metilo (PMMA):
Se trata de un material termoplástico, que se polimeriza en masa, y que se obtienen las
diferentes partes por inyección, generalmente monturas que incluyen la lente sin graduar para
protección contra impactos.
Poliamida (PA):
Se trata de un material termoplástico que se obtiene por poli adición o policondensación
dependiendo del tipo de poliamida.
Propiedades: se trata de un material termoplástico con diferentes grados de cristalinidad. Las
poliamidas amorfas son transparentes.
Materiales termoestables: Las monturas fabricadas con materiales termoestables se
caracterizan por que el fenómeno de migración hacia la superficie o escurrimiento en frío, es
menor que en los materiales termoplásticos. El diseño de estas monturas es similar al de las
monturas metálicas, y poseer una estabilidad térmica y mecánica superior a la de las monturas
de material termoplástico.
15
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
Resina epoxi (EP):
Este material se obtiene mezclando una resina con un endurecedor.
Propiedades: se trata de un material termoestable, de dureza elevada y buena resistencia al
rallado. Elevada resistencia a la deformación frente a la temperatura.
Se utiliza en la fabricación de monturas (Optyl). Se utiliza como material de refuerzo, con la fibra
de carbono, de vidrio y aramida, para obtener materiales compuestos.
Fibra de carbono (FC):
Lo que se conoce como fibra de carbono es un material compuesto formado por la fibra de
carbono y resina epoxi.
La fibra de carbono (FC) se puede obtener a partir de hilos de poliacrilonitrilo (PAN), que se
someten a un proceso de estirado, ciclado, oxidación a 200ºC y carbonización a 1500ºC.
Propiedades más características de la fibra de carbono: la gran acogida que tuvo este material
en su momento fue la baja densidad (ρ=1.5g/cc) que es aportada por el componente de carbono,
siendo la resina la que lo hace incrementar un poco, la densidad del material compuesto. La otra
propiedad importante es la resistencia mecánica.
2.3.2 Materias primas SLA (resinas y propiedades)
En este apartado vamos a ver los tipos de resinas más comunes que existen en el mercado (4).
Resinas UV de propósito general
Las resinas UV de propósito general están concebidas para la fabricación de objetos o piezas
donde se requieren altos detalles para prototipos o piezas funcionales de pocos requisitos
mecánicos, etc. Producen piezas de alta calidad superficial en función de la altura de capa
seleccionada durante la configuración de la impresión. La vida útil de estas resinas no es muy
larga, en torno a los 2 años, a partir de ahí se fragilizan por la acción de la luz del sol llegando a
la rotura ante cualquier golpe, por débil que sea.
Existen resinas de multitud de colores e incluso en color blanco preparada para ser teñida con
pigmentos. Los precios de estas resinas resultan muy económicos en función del fabricante.
16
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
Resinas UV de propósito industrial
Existen un grupo de resinas UV de características más avanzadas y que llamamos de uso
industrial como, por ejemplo:
• Resinas de uso duradero. No tanto por la vida útil, sino por la capacidad de deformación
que poseen y resistencia a impactos. Por sus propiedades mecánicas, puede compararse
con plásticos como el polipropileno o el polietileno de alta densidad.
• Resina elástica. Son resinas para aplicaciones en las que se requieren altos alargamientos
sin llegar a la rotura y recuperación de la forma original. Se utilizan para prototipos donde
se requieren ciclos continuos de doblado, estirado, comprimido, deformado, etc. Existen
en el mercado de diferentes capacidades elásticas en función de la dureza Shore que
designa cada fabricante.
Figura 5: Prototipo impreso con resina elástica.
• Resina de alta temperatura. Específica para aplicaciones donde se requiere resistencia a
esfuerzos mientras están sometidas a temperaturas. Algunas resinas de este tipo son
capaces de aguantar hasta los 250 grados centígrados con una pequeña carga sin sufrir
deformación alguna.
• Resinas castables especiales para aplicaciones de fundición a la cera perdida
(procedimiento que permite obtener figuras de metal por medio de un molde elaborado
a través de un prototipo). Utilizada durante hace muchos años ya por los joyeros, la
utilización de esta resina para producir piezas en fundición está resultando interesante
también para el sector industrial.
17
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
• Resinas transparentes. Para usos donde se requiera transparencia. Conviene indicar lo
que no hacen los fabricantes, y es que necesario un pulido de grano muy fino para
conseguir una transparencia aceptable, muchas veces imposible por la geometría de la
pieza.
Se puede decir que, aunque no hay una resina ideal para la fabricación de monturas, cabe la
posibilidad de pedir al fabricante que cree una resina de acuerdo a nuestras necesidades y esta
es la gran ventaja que ofrece esta tecnología.
2.2.3 Programas de diseño de monturas 3D.
En este apartado se presentan algunos de los programas que son utilizados para el diseño de
modelos compatibles con la impresión 3D (1).
Tinkercad: es un aplicativo de Autodesk en línea de diseño asistido por ordenador (CAD 3D) fácil
e intuitivo entre los usuarios no expertos. En tinkercad se utilizan formas básicas en forma de
bloque que se insertan y, posteriormente, se editan en la zona de trabajo. La unión y diferencia
booleana de diferentes bloques permite crear formas más complejas. Además, puede importar
modelos vectoriales en 2D y convertirlos en 3D. Los modelos 3D generados se pueden guardar
con la extensión STL, por lo que es compatible con cualquier impresora 3D.
Figura 6: Logo de Tinkercad.
El entorno de trabajo se divide en tres zonas: menú de persiana, zona de trabajo y barras
laterales de herramientas. La zona de trabajo ocupa la parte principal de la pantalla y es donde
diseñará su pieza 3D sobre la plataforma o plano de trabajo (workplace). El menú de persiana
(Design Edit y Help) y la barra lateral contienen todas las funciones o herramientas que lo
ayudarán a crear nuevos modelos, guardar, editar y diseñar la pieza 3D.
SolidWorks ® es un software de diseño tridimensional completo que integra un gran número de
funciones avanzadas para facilitar el modelado de piezas, crear grandes ensamblajes, generar
planos y otras funcionalidades que permiten validar el diseño, gestionar y comunicar proyectos
de forma rápida, precisa y fiable.
18
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
Tiene un entorno intuitivo y dispones de herramientas de diseño fáciles de utilizar. Todo está
integrado en un único programa de diseño con más de 45 aplicaciones complementarias para
facilitar el desarrollo de sus proyectos. La característica que hace que SolidWorks (marca
registrada) sea una herramienta competitiva, ágil y versátil es su capacidad de ser paramétrico,
variacional y asociativo, además de usar funciones geométricas inteligentes y emplear un gestor
de diseño (FeatureManager) que permite visualizar, editar, eliminar y actualizar cualquier
operación realizada en una pieza de forma bidireccional entre todos los documentos asociados
(planos, ensamblajes, simulaciones, etc.).
FreeCad: Modelador paramétrico multiplataforma de código abierto y gratuito (Licencia GPL y
LGPL). Permite crear modelos 3D en un entorno similar a CATIA(REGISTRADA) o SOLIDWORKS
(REGISTRADA). Emplea las herramientas de modelado paramétrico y variacional en 2D Y 3D.
Exporta a formatos DXF, SVG, STEP, IGES y IFC. Se utiliza mucho en ingeniería mecánica y
arquitectura (www.freecadweb.org).
Figura 7: Logo de FreeCad.
3 Método experimental
Esta parte del proyecto se centra en un caso particular, para el que se ha diseñado, impreso,
adaptado y ajustado la montura y se va a exponer el procedimiento para llevar a cabo esta
adaptación.
3.1. Selección del Caso
Para hacer unas gafas a un usuario, lo primero que se necesita es hacer una anamnesis, que
informe de la necesidad de compensación visual a una determinada distancia, y el examen visual
para conocer la refracción del paciente. Este proceso no se detalla, porque no es el objetivo del
trabajo.
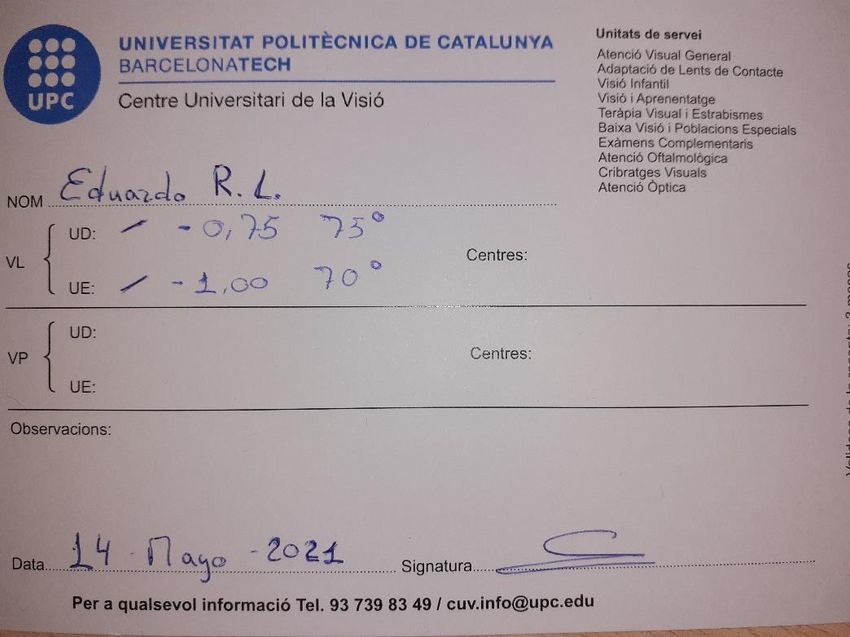
El usuario seleccionado es un chico de 21 años, cuya prescripción se detalla en la figura 8.
19
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
Figura 8: Prescripción para el usuario.
3.2 Toma de medidas
Actualmente existe software específico para realizar la toma de medidas y crear una
montura adaptada perfectamente al usuario mediante la técnica de escaneo 3D.
Para este proyecto, se va a utilizar una aplicación para escalar una fotografía del
paciente y así hacer la toma de medidas lo más fiel posible ya que no se ha dispuesto de un
escáner 3D.
20
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
Figura 9: Imagen del frontal del paciente con medidas.
En las imágenes anteriores, se puede ver la escala abajo. A partir de esta referencia se
han tomado las medidas necesarias para la fabricación de la montura.
Para el dimensionado de la montura, se tendrá en cuenta la distancia de sien a sien, a la
que se le sumará 1 centímetro (0,5 cm por cada lado) para la anchura total del frontal de la
montura. Con este sobredimensionado se busca el confort del usuario (que no haya molestias a
la altura de la sien por roce, o que por el contrario esté demasiado separada la montura.
Se ha medido también la distancia Interpupilar y nasopupilar en visión próxima (a 40 cm). Este
dato se ha tomado de cara al proceso de montaje de las lentes y su centrado, puesto que para
la para la fabricación de la montura es un dato secundario.
Debajo de la medida de la DIP encontramos otra medida, la anchura del puente de la montura
en esa zona de la nariz.
21
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
Figura 10: Imagen lateral del paciente con medidas.
En esta imagen lateral del paciente se encuentran dos medidas, una longitudinal que
refiere la distancia que hay desde el frente de la montura hasta la raíz de la oreja, donde la varilla
se curva para sujetarse en el perfil del pabellon auricular.
La segunda es la medida del ángulo pantoscópico. El ángulo pantoscópico es una medida
que se toma con las gafas puestas. Se mide el ángulo que hay entre el plano que hacen las gafas
respecto de la vertical mirándolo desde un plano lateral (como es el caso de la figura xx). En este
caso, se ha hecho una previsión del ángulo pantoscópico que tendrá el usuario con la montura
que estamos fabricando.
22
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
3.3 Dibujo y digitalización de la montura
Uno de los diseños fue hecho a partir de un dibujo a mano alzada. En la figura 11 se
encuentra el boceto.
Figura 11: Boceto montura tipo 1.
Posteriormente, se ha hecho una foto de este dibujo. Para pasarlo a una forma digital y que lo
tengamos en un formato que pueda ser leído por programas cad, usaremos el Inkscape.
Figura 12: Ejemplo de imagen obtenida con inkscape.
23
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
El segundo diseño (montura tipo 2) fue hecho directamente con el Inkscape, obteniendo
como en el caso anterior una imagen en 2 Dimensiones a la que le daremos forma con programas
de diseño CAD.
Figura 13: Imagen obtenida en Inkscape lista para extruir.
A partir del archivo obtenido con el programa Inkscape en formato .SVG, mediante el programa
freeCad extruimos esa imagen para darle forma en 3 dimensiones.
Una vez tenemos la montura formada, para acabar de acotar las dimensiones se ha utilizado el
programa tinkercad por su facilidad de uso.
Figura 14: Imagen del frontal de la montura acotado mediante tinkercad
24
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
Para dar forma a las bisagras y a la parte donde apoya la nariz se ha utilizado el programa
tinkercad. También se ha usado para unir todas las piezas y tener la montura preparada para
pasar al programa chitubox.
3.4 Presentación al usuario de monturas en formato digital para escoger.
Al usuario se le han presentado las siguientes imágenes de cada una de las dos monturas para
que peda elegir.
Figura 15: Montura tipo 1
Figura 16: Montura tipo 2
El usuario ha elegido la montura tipo 2 por cuestiones de preferencia estética.
25
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
3.5 Exportación a formato .cbddlp para programa chitubox.
Para este proyecto se ha usado una impresora elegoo mars, esta impresora tiene su
propio programa para editar la pieza que tenemos en formato .stl y adaptarla al formato de
impresión (es el formato que lee la impresora).
En primer término, se mueve y se gira la pieza para que entre en el espacio físico que va
a haber en la impresora y se puede ver una simulación de cómo se va a generar la pieza.
En segundo lugar, se le añaden soportes a la pieza, en este caso de manera automática. Estos
soportes son para que la pieza tenga una base sobre la que construirse en el caso de que haya
alguna parte saliente o entrante.
Figura 17: Modelo procesado con Chitubox.
Este programa también hace una previsión del tiempo que se va a tardar en fabricar la
pieza, el dinero que costará en función de la resina gastada y el volumen de resina que tiene la
pieza (en ml) para asi tener una orientación de cuanta resina líquida se debe echar en el tanque
(siempre se echa un poco más).
3.6 Impresión
Una vez se obtiene la figura en formato .cbddlp se pasa a un pendrive. Este pendrive se
conecta a la impresora 3D, en el LCD de la impresora se selecciona la figura y se da a imprimir.
26
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
En este momento la impresora hace un calibrado automático y posteriormente
comienza a imprimir. En el LCD aparece el tiempo que va y el tiempo que queda para finalizar la
pieza, así como el número de capas totales y la capa de impresión por la que va.
Figura 18: Detalle del LCD de la impresora.
En este caso, el tiempo de impresión es de 8 horas y 38 minutos debido a que la zona de
impresión es pequeña y hay que imprimir las gafas en ángulo y esto hace que haya más altura
de impresión y por lo tanto más capas para imprimir, lo que se resume en más tiempo.
3.7 Adaptación de la montura impresa al usuario
Como se han tomado sus medidas previamente, la montura está adaptada
anatómicamente al usuario ya que se ha fabricado según algunas de sus medidas
antropométricas.
No ha salido perfectamente impresa a su anatomía ya que el método de medición no es
el más preciso pero la montura se ajusta a lo que se esperaba.
Se le ha acabado de ajustar la montura aplicándole calor y deformándola para que se adapte
perfectamente, ya que el material lo ha permitido.
27
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
Como se han tomado las medidas antropométricas previamente, y fabricadas según ´éstas, la
montura terminada ya está adaptada anatómicamente al usuario.
Como limitación del método empleado se puede considerar que no ha resultado perfectamente
impresa a su anatomía ya que el método de medición se podría mejorar, tomando las medidas
digitalmente. A pesar de ello, la montura se ajusta a lo que se esperaba.
Figura 19: Gafas adaptadas al usuario (frontal).
Figura 20: Gafas adaptadas al usuario (lateral).
28
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
4. CONCLUSIONES
Actualmente se está utilizando tecnología de impresión 3D para fabricar monturas con un
elevado nivel de adaptación al usuario.
Por una parte, la estereolitografía tiene la ventaja de que conseguimos un nivel de resolución
muy alto en la montura además cabe la posibilidad de pedir una resina a ciertos laboratorios
que fabrican resinas “a la carta” de manera que se ajuste en la mayor medida posible a las
necesidades propias de una montura, (ensamblaje de lentes, que sea material hipoalergénico…)
Por otra parte, como desventaja de esta tecnología es que, cuando se ha impreso la montura,
hay unos soportes que se imprimen para dar soporte a la montura. Hay que lijarlos y limpiar la
pieza con alcohol para que no haya restos de la resina, además que necesita estar al sol o
expuesta a radiacción UV mínimo media hora con el fin de que la pieza acabe de conseguir la
dureza óptima y todas las propiedades del material.
En definitiva, a pesar de los pequeños inconvenientes, con este Trabajo de Final de Grado se ha
conseguido demostrar que es factible fabricación de una montura con tecnología 3D SLA
doméstica.
Esto abre un debate sobre el futuro de la adaptación de gafas… ¿será posible, algún día, imprimir
las monturas en casa, a partir de un catálogo de ficheros del fabricante en la web?
5. Referencias bibliográficas
1. [Gómez, S. et 2020] Gómez, S. “Impresión 3D (2ª ED.) ”, ed. Marcombo, primera edición,
publicado 2020
2. https://www.3Dnatives.com/es/impresion-3D-por-estereolitografia-les-explicamos-
todo/
3. [A. Navarro S. et 2007]” Materiales ópticos orgánicos. Monturas y lentes” , ed Navarro
Sentanyes, Antonio, publicado 2007
4. https://ingenieria3Ddigital.es/servicio-de-impresion-3D/materiales-para-impresora-
3D-de-resina/
5. https://3Dmakernow.com/resinas-para-impresoras-3D/
6. https://www.amazon.es/s?k=resina+3D&rh=p_36%3A1500-
10000&linkCode=ll2&tag=banner-web-21
7. https://www.researchgate.net/profile/Saul_Bandala/publication/310160907_Metodo
logia_de_la_impresion_tridimensional_Modelado_de_Deposicion_Fundida_FDM/link
s/5829d5c108ae138f1bf2f0f2/Metodologia-de-la-impresion-tridimensional-
Modelado-de-Deposicion-Fundida-FDM.pdf
29
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
Referencias de las ilustraciones:
Figura 1: Técnica FDM:
https://tfmrimuned.wordpress.com/modelado-por-deposicion-de-hilo-fundido-fdm/
Figura 2: Técnica SLA :
https://bitfab.io/es/impresion-3D-resina/
Figura 3: impresión SLA, producción realizada en reversa.
http://ingenio-triana.blogspot.com/2018/10/impresora-3D-dlp.html
Figura 4: prototipos para creación de joyas mediante impresión 3D SLA.
https://www.impresoras3D.com/impresoras-3D-para-joyeria/
Figura 5: diseño impreso con resina flexible.
https://ingenieria3Ddigital.es/servicio-de-impresion-3D/materiales-para-impresora-3D-de-
resina/
Figura 6 : Logo de Tinkercad (Visto en web 2021)
https://www.tinkercad.com/
Figura7: logo de Free Cad. (visto en web 2021)
https://es.m.wikipedia.org/wiki/Archivo:FreeCAD-logo.svg
30
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsAntonio Sousa Maestre
31
Facultat d’Òptica i Optometria de Terrassa
© Universitat Politècnica de Catalunya, Juny 2021. Tots els drets reservatsTambién puede leer

















































