Sensores para la industria del automóvil - Interempresas
←
→
Transcripción del contenido de la página
Si su navegador no muestra la página correctamente, lea el contenido de la página a continuación
Sensores para la industria del automóvil


Diseño de instalaciones eficiente y
orientado al futuro
Página 6 – 7
Preparados para el coche del futuro
Página 8 – 9
Sección de prensas
Página 10 – 17
Taller de carrocerías
Página 18 – 25
Taller de pintura
Página 26 – 31
Powertrain – motor de combustión
interna
Página 32 – 37
Powertrain – accionamiento eléctrico
Página 38 – 43
Montaje final
Página 44 – 49
Datos técnicos
Página 50 – 71
Accesorios y productos
complementarios
Página 72 – 73
3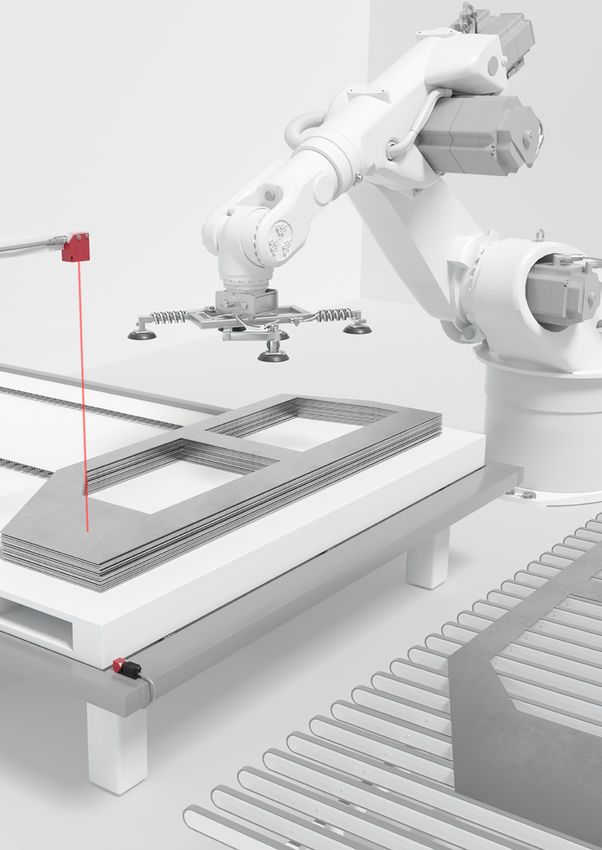
Dar forma al cambio. Ayer. Hoy. Mañana. Con curiosidad y determinación, nosotros, la Sensor People, hemos sido el socio para los hi tos tecnológicos de la automatización industrial durante más de 50 años. Nuestro impulso es el éxito de nuestros clientes. Ayer. Hoy. Mañana.

5

Diseño de instalaciones eficiente y orientado al futuro Gracias a las innovadoras tecnologías, como OPC UA, se pueden evaluar datos de diagnóstico y de proceso en un nuevo nivel de calidad. De este modo, se optimizan sistemáticamente los proce sos, se lleva a cabo una monitorización continua de las máquinas y los equipos se gestionan de forma centralizada y sencilla. Uno de los elementos fundamentales para ello son los sensores inteligentes, cuyos datos se recopilan y se evalúan con la ayuda de nuevas tecnologías de comunicación en todos los niveles de la instalación de producción. Con nuestros sensores 1D y 2D, ya ofrecemos sensores certifi cados por OPC UA que son ideales para aplicaciones como las de Track & Trace. Además, continuamente ampliamos la gama de sensores compatibles con OPC UA, ya que para nosotros es muy importante que usted diseñe sus instalaciones de manera eficien te y orientada al futuro.
Ma
nag
em
P ro ent
ces lev
sc el
on
t ro
l le Process optimization
vel
Co
ntr
ol l Machine monitoring
eve
l
Fie
ld l Device management
eve
De l
vic
e le
vel
La comunicación estandarizada permite analizar a nivel de un equipo individual o de una
instalación local. Pero la comunicación en la nube también permite la recopilación de datos
procedentes de múltiples ubicaciones de todo el mundo. De este modo, se pueden obtener
más conocimientos y se puede acceder de forma segura a los datos de análisis uniformes.
7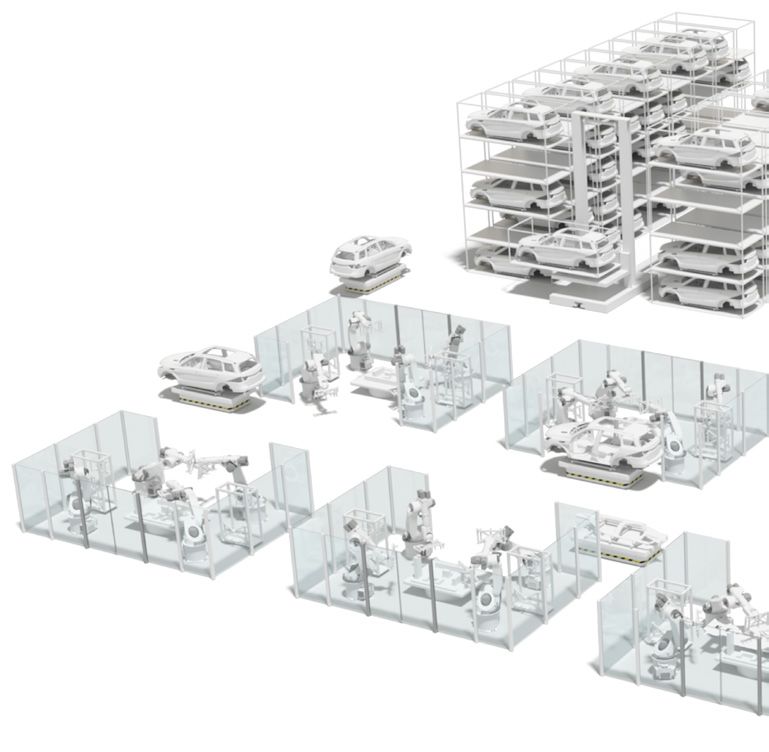
Preparados para el coche del futuro El mercado de los accionamientos alternativos está creciendo rápidamente. El hecho de ofrecer cada vez más modelos y acce sorios requiere una producción más flexible y una gestión de la calidad total. Nuestro objetivo, como socios de nuestros clientes, es garantizar su éxito en una industria constantemente cambiante. Y especialmente la industria del automóvil se enfrenta actualmen te a grandes retos. Basándonos en muchos años de conocimiento del sector, orien tamos nuestra gama de productos a soluciones para aplicaciones actuales y futuras. El mantenimiento predictivo y las posibilidades de diagnóstico para la industria 4.0 son tan importantes como la alta disponibilidad de la instalación y la fluidez de los procesos de producción.

Fabricación flexible y electromovilidad
Los procesos de fabricación en la construcción de carrocerías, el taller
de pintura y el montaje final cada vez son más flexibles. En el proceso se
deben tener en cuenta los diferentes modelos de automóvil y los detalles de
equipamiento. Para ello, se requieren conceptos de producción escalables y
ajustables a las capacidades de producción. Sin olvidar que con la tenden
cia por los vehículos libres de emisiones también cambian los procesos de
producción. La complejidad y la cantidad de componentes en el tren de
potencia aumentan, a lo que se añade la producción de baterías y packs de
baterías.
Máxima disponibilidad de la instalación y estándares
de calidad certificados
Nuestros sensores le asisten en todas las áreas de automatización, control
de calidad, trazabilidad y seguridad de máquinas. Destacan por su facili
dad de uso durante la puesta en marcha y su rápida sustitución. Gracias a
sus funciones inteligentes, estos equipos son capaces de garantizar una
producción y suministro de material impecables. Al mismo tiempo quedan
garantizadas la calidad a largo plazo y la disponibilidad de los sensores. De
este modo, nuestros productos aseguran y consiguen la máxima disponibili
dad de la instalación.
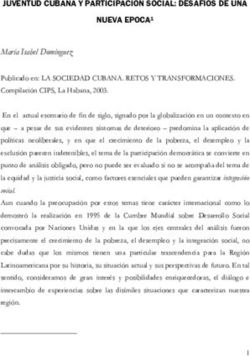
Safety sin compromisos
El crecimiento de la automatización presenta siempre nuevos desafíos en
cuanto a la seguridad de las personas y las máquinas. Gracias a nuestro
know how específico en aplicaciones y nuestros 30 años de experiencia en
el campo de la seguridad de máquinas, ofrecemos una perspectiva única
en las aplicaciones de seguridad. Con nuestra gama de productos Safety,
sistemas inteligentes y servicios técnicos de alta calidad le damos respues
tas concretas a sus necesidades.
9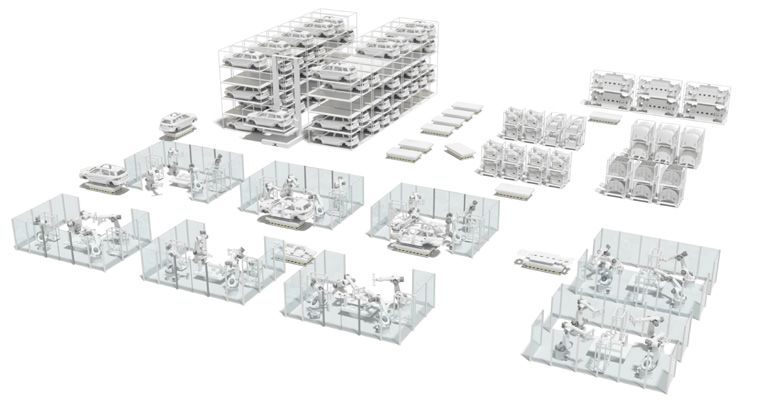
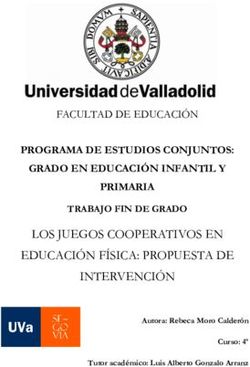
La sección de prensas A partir de enormes bobinas de acero se fabrican piezas de la ca rrocería para el vehículo final en diferentes pasos. Ya sea en el corte de las bobinas o en el troquelado, prensado o moldeado de las placas, los sensores acompañan y protegen todos los pasos de producción, incluso bajo condiciones ambien tales adversas. Las aplicaciones son muy diversas igual que lo es nuestra gama de productos. Los sensores inductivos y ópticos comprueban y supervisan la presencia y la posición de las piezas. Los sistemas de identificación recopilan datos para su trazabilidad. En las ins talaciones de corte, nuestros sensores proporcionan valores de medición para la regulación de bucles y para el control de aristas.
9 10 11
8
6
7 12
13
3
5
4
2
1
1 Lectura de códigos en la bobina de acero 8 Detección de presencia de la herramienta
2 Protección de zonas del alimentador 9 Control de posición de palets
3 Medición del diámetro de la bobina 10 Supervisión de la altura de la pila
4 Regulación de bucles 11 Aceptación sin errores de las placas
5 Control de aristas 12 Detección de presencia para el control del robot
de sujeción
6 Protección del área anterior a los trenes de prensa
13 Lectura de códigos en el rack
7 Protección de accesos en los trenes de prensa
11Aplicaciones – La sección de prensas
La sección de prensas
Lectura de códigos en la bobina de acero
Requisito: Los datos técnicos 1 Solución: Los lectores de
relevantes, como el material y código basados en cámara
el espesor del material, están DCR 200i leen todos los có
codificados en la bobina. Tras digos 1D y 2D habituales, son
sacar la bobina del almacén fáciles de configurar y, gra
y antes de colocarla en la cias a sus distintas ópticas,
máquina cortadora, se deben también resultan sencillos
recopilar estos datos para ga de instalar. Si la posición del
rantizar la trazabilidad en toda código 1D en la bobina puede
la cadena de procesos. variar, se emplea el modelo de
lectores de código de barras
BCL 300i con espejo osci
lante.
Protección de zonas del alimentador
Requisito: Las bobinas que 2 Solución: Las cortinas ópti
pesan toneladas se introdu cas de seguridad MLC 500
cen en la máquina cortadora ofrecen altas resoluciones
mediante el montacargas o para distancias de seguridad
el AGV. El acceso al área del cortas y un diseño compacto.
alimentador de la máquina Cuando no hay problemas de
cortadora debe estar prote espacio, se pueden emplear
gido. los dispositivos de seguridad
multihaz MLD 500, que están
disponibles opcionalmente
con funciones de muting
integradas.
Medición del diámetro de la bobina
Requisito: Con el fin de 3 Solución: Los sensores de
que antes de que se acabe ultrasonidos de medición
el material se pueda iniciar de las series DMU 300 / 400
el cambio automático de ofrecen un rango de medición
bobina, se debe supervisar especialmente amplio de
continuamente el diámetro de hasta 6.000 mm. Los equipos
la bobina. De este modo, se robustos hechos en versión de
pueden minimizar los costo plástico o totalmente metáli
sos períodos de inactividad. cos destacan por sus cortos
tiempos de respuesta y sus
altas resoluciones. Además,
disponen de salidas analógi
cas de corriente y de tensión e
interfaz IO-Link.
12Aplicaciones – La sección de prensas
Regulación de bucles
Requisito: En la máquina 4 Solución: Los sensores que
cortadora, el proceso de corte funcionan con el principio de
debe desacoplarse de la cinta la medición del tiempo de pro
de transporte. La flecha del pagación (TOF, Time of Flight)
bucle de la cinta se debe de las series ODS10 /110 y
determinar sin contacto para ODSL 96 ofrecen rangos de
comunicar los valores de medición de varios metros.
medición necesarios al control También disponen de una
para determinar la velocidad alta resolución y una alta
de arrastre. reproducibilidad. Los equipos
se pueden integrar de forma
flexible a través de una salida
analógica, una interfaz en
serie o IO-Link.
Control de aristas
Requisito: La instalación 5 Solución: Los sensores
cortadora de placas corta el de horquilla CCD GS 754B
material desenrollado de la permiten una determinación
cinta sin fin en las llamadas exacta de las aristas de la
placas. Para que estas sean cinta gracias a su reprodu
idénticas en forma y dimen cibilidad de ± 0,03 mm. Los
siones, y se mantengan dentro equipos se pueden integrar de
de los límites de tolerancia, es forma flexible a través de una
necesario controlar las aristas salida analógica, una interfaz
con exactitud. en serie o IO-Link.
13Aplicaciones – La sección de prensas
La sección de prensas
Protección del área anterior a los trenes de prensa
Requisito: Antes de introducir 6 Solución: El escáner láser de
los vehículos en la prensa, se seguridad RSL 400 protege la
debe comprobar que ninguna zona delante de cada puerta
persona se encuentra delan con sus campos de protec
te de las puertas. Durante la ción configurables y con
introducción, se debe proteger mutables. Gracias a su gran
la zona al lado de los vehí alcance de 8,25 m y las dos
culos para que nadie pueda funciones de protección en
entrar al lado de los carros paralelo, con solo un equipo
dentro del tren de prensa. se pueden supervisar dos
zonas de entrada de manera
simultánea e independiente
una de la otra.
Protección de accesos en los trenes de prensa
Requisito: Las herramientas 7 Solución: Los dispositivos de
de la sección de prensas se seguridad multihaz de la serie
transportan a la zona ante MLD 500 ofrecen una protec
rior a la prensa mediante una ción de accesos económica
grúa-puente y se introdu para grandes áreas. Estos
cen en la prensa cuando se funcionan como sistemas
cambia la herramienta. En emisor/receptor con alcances
este procedimiento, toda la de 70 m y se emplean junto
zona anterior a la prensa es un con columnas con espejo para
área crítica de seguridad y se proteger toda la zona anterior
debe controlar el acceso de a la prensa.
personas.
Detección de presencia de la herramienta
Requisito: La herramienta que 8 Solución: Los modelos
se debe cambiar se coloca IS / ISS 244 con diseño cúbico
en el carro transversal con la de nuestra amplia gama de
grúa. En este caso, se debe sensores inductivos son muy
controlar que esta quede bien adecuados. Los sensores
colocada para que se pue compactos se pueden montar
da realizar el enclavamiento rápidamente y ahorran mucho
automático. espacio. Sus indicadores
de estado bien visibles en el
lateral facilitan la puesta en
marcha y muestran si se pue
de realizar el enclavamiento.
14Aplicaciones – La sección de prensas
Control de posición de palets
Requisito: Las placas preper 9 Solución: Los sensores induc
foradas parcialmente y precor tivos de la serie IS 200 / 244
tadas se transportan mediante ofrecen un alto rendimiento y
montacargas o sistemas de una gran reserva de funciona
transporte sin conductor para miento. En función del lugar
su procesamiento ulterior. An de montaje y de los alcances
tes de que se puedan aceptar de detección necesarios, hay
las piezas, se debe comprobar disponibles los diseños cilín
sin contacto que los palets dricos con una distancia de
o los soportes de carga han conmutación triple de la serie
alcanzado la posición de IS 200 y los diseños cúbicos
transferencia. de la serie IS / ISS 244.
Supervisión de la altura de la pila
Requisito: Durante el funcio 10 Solución: Los sensores de
namiento, se debe garantizar distancia de medición y de
la alimentación continua de conmutación de nuestra
material. Si el robot toma la amplia gama de productos
última placa o se sobrepasa son equipos con medición del
un nivel de llenado predefinido tiempo de propagación (TOF)
de la pila de placas, se debe especialmente apropiados
ordenar una reposición auto para grandes alcances. Estos
mática de palets. Para ello, se incluyen los sensores de con
debe supervisar la altura de la mutación HT 10, que supervi
pila de placas. san el rebase por defecto de
una altura de pila predefinida,
y los sensores de medición
ODS 10, que determinan la
altura de la pila.
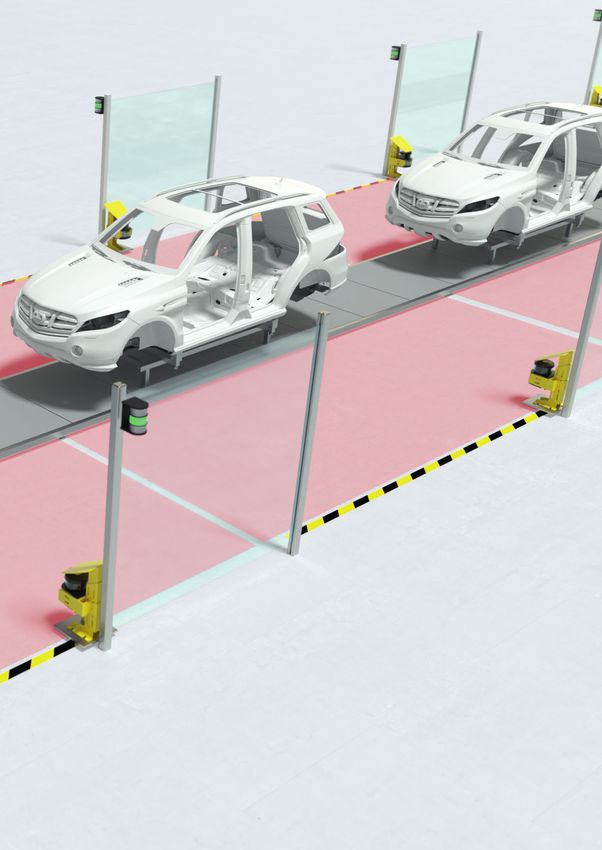
Aceptación sin errores de las placas
Requisito: La pinza con vacío 11 Solución: Las rejas ópticas
del brazo del robot sujeta de conmutación CSL 700
automáticamente la primera supervisan toda la superficie
pieza arriba de la pila de pla de las placas. Los equipos
cas y la coloca en la cinta de están disponibles en diferen
transporte del tren de prensa. tes longitudes y resoluciones.
Para evitar errores en el proce La combinación de la interfaz
so, se debe detectar a lo largo IO-Link integrada y las salidas
de toda la placa si también se libremente programables ga
ha levantado la pieza subya rantiza una integración sencilla
cente, por ejemplo, debido a en la instalación.
la adhesión.
15Aplicaciones – La sección de prensas
La sección de prensas
Detección de presencia para el control del robot de sujeción
Requisito: Al final del tren de 12 Solución: De nuestra amplia
prensa se recogen automáti gama de sensores de conmu
camente la piezas de chapa tación, la serie HT 25C com
moldeadas y se cargan en bina una reserva de funciona
carros de transporte para el miento superior a la media con
procesamiento ulterior. Para un tamaño compacto. Estos
controlar el robot de sujeción, equipos detectan fiablemente
se debe controlar la presencia piezas con superficies brillan
de las piezas en la cinta trans tes, oscuras o estructuradas.
portadora. Los equipos están disponibles
en las versiones con luz roja o
infrarroja.
Lectura de códigos en el rack
Requisito: Las piezas de 13 Solución: En función de la
chapa fabricadas se alma colocación del código y de
cenan en racks móviles que la distancia de lectura, un
son transportados por trenes BCL 300i descodifica el códi
logísticos automáticos o AGV go como un escáner multihaz
para su procesamiento ulterior (raster) y envía los datos al
en el taller de carrocerías. PLC o al ordenador de flujo
Para que el rack se utilice de material. Si hay una gran
para su uso previsto, se leen tolerancia de posición de la
los códigos de identificación etiqueta, se emplean mode
colocados en el rack. los de equipo con un espejo
oscilante integrado.
1617
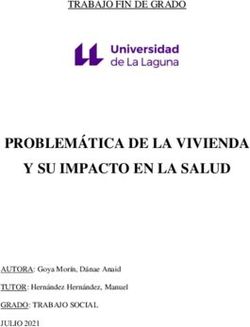
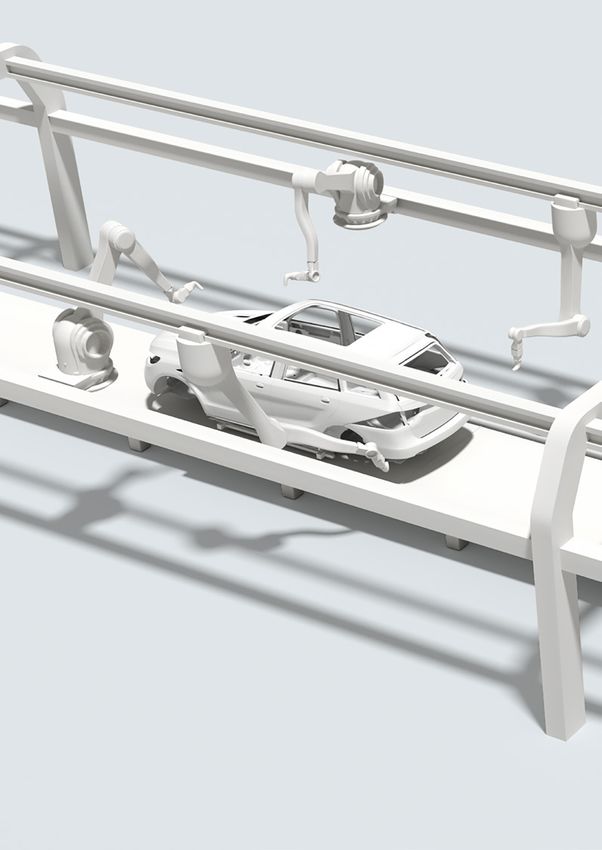
Taller de carrocerías La construcción de carrocerías es el área de producción de au tomóviles más automatizada. Aquí los procesos típicos son la soldadura, el rebordeado, los trabajos con láser, el remachado y el atornillado y, cada vez más frecuente, el pegado. Las unidades robotizadas, los robots colaborativos y los sistemas de flujo de materiales como los patines y las electrovías definen los procesos. La fabricación del futuro destaca por sus conceptos de produc ción cada vez más flexibles. Una gran variedad de modelos, el suministro de material justo a tiempo y la amortiguación de los picos de trabajo son requisitos esenciales. Las áreas de almace namiento y producción se separan. El montaje se lleva a cabo en estructuras de estaciones de trabajo flexibles y los sistemas de transporte sin conductor (AGV) se encargan de transportar el ma terial entre ellas. El espectro de aplicaciones de nuestros sensores en la construc ción de carrocerías es muy amplio. Los escáneres láser de segu ridad protegen los AGV y emiten datos para su navegación. Los sensores para la detección de presencia y el control de posición garantizan procesos fluidos y nuestros sensores de seguridad proporcionan la seguridad de máquinas necesaria.
12
13
14
2
3
1
4
11
10
8 9
5
7
6
1 Protección y navegación de sistemas de transporte 8 Supervisión de puertas, con enclavamiento
sin conductor (AGV)
9 Protección de zonas de la estación de transferen
2 Seguimiento óptico de sistemas de transporte sin cia
conductor (AGV)
10 Control de calidad y control de integridad
3 Protección de accesos del almacén de piezas
11 Detección de presencia y control de posición
4 Supervisión del recuento de piezas en el almacén de la carrocería
5 Lectura de códigos en el patín 12 Posicionamiento del elevador y la transmisión
óptica de datos
6 Detección de presencia de componentes
13 Detección de presencia del patín en el elevador
7 Detección de presencia para la comprobación de
tipos 14 Control de ocupación de ubicaciones en el alma
cén de carrocerías
19Aplicaciones – Taller de carrocerías
Taller de carrocerías
Protección y navegación de sistemas de transporte sin conductor (AGV)
Requisito: El recorrido del 1 Solución: Los escáneres láser
AGV se debe proteger me de seguridad RSL 400 reúnen
diante sensores de seguridad. en un equipo el sistema de
Los campos de protección seguridad y la emisión de va
se deben ajustar de forma lores medidos de alta calidad.
flexible a la situación de carga Disponen de una zona de ex
y desplazamiento. Si se utiliza ploración de 270º y 100 pares
el principio de la navega de campos conmutables. Así
ción natural, el equipo debe se protege de forma óptima el
proporcionar al mismo tiempo AGV con dos escáneres. Los
los datos de medición para el datos de medición cuentan
software de navegación. con una alta resolución angu
lar de 0,1º y un escaso error
de medición.
Seguimiento óptico de sistemas de transporte sin conductor (AGV)
Requisito: Un AGV debe 2 Solución: Una pista con mu
desplazarse de manera segura cho contraste sobre la base
y eficiente en el espacio. Sin constituye la ruta para el AGV.
embargo, las amplias áreas de El sensor de seguimiento ópti
producción y almacenamiento co OGS 600 detecta la pista a
suponen a menudo un reto. través de la detección de aris
Muchos sensores resultan tas y envía señales de control
inapropiados para integrarlos al accionamiento del vehículo.
en vehículos planos debido a Su distancia mínima respecto
sus dimensiones. al suelo es de 10 mm.
Protección de accesos del almacén de piezas
Requisito: El acceso al alma 3 Solución: El escáner láser
cén se debe proteger median de seguridad RSL 400 está
te sensores optoelectrónicos instalado por encima de la
de seguridad sin que estos zona de accesos y el campo
limiten la libertad de movi de protección está alineado
miento en la zona de trabajo. verticalmente. Gracias a sus
dos funciones de protección
independientes, el RSL 400
puede supervisar simultá
neamente dos accesos. La
integración de red se lleva a
cabo a través de las interfaces
PROFINET y PROFIsafe.
20Aplicaciones – Taller de carrocerías
Supervisión del recuento de piezas del almacén
Requisito: Durante el funciona 4 Solución: Los sensores de
miento de la instalación, se de medición ODS 10 o, con reso
be garantizar en todo momento luciones más altas, ODKL 96 y
el suministro de material. Si una los sensores de conmutación
parte del almacén está vacía, el de la serie HT 10 proporcionan
sistema pasa a la retirada de la resultados estables incluso
zona adyacente y se ordena el en distancias de múltiples
rellenado de la parte vacía. El metros. También detectan fia
nivel de llenado del almacén se blemente superficies brillantes
debe supervisar continuamente o reflectantes.
y debido a sus condiciones me
cánicas/espaciales los sensores
deben funcionar de forma fiable
a grandes distancias.
Lectura de códigos en el patín
Requisito: La información 5 Solución: Los sistemas de
codificada en el patín se lectura de códigos de barras y
debe detectar sin contacto los sistemas RFID son ideales
para hacer el seguimiento del para la lectura de información
progreso de la producción. En codificada. Los sistemas de
este caso, se debe observar códigos de barras transmiten
que haya suficiente distancia los datos leídos a una base de
entre el sensor y el patín/AGV datos central. Sin embargo,
para que el trayecto del AGV una automatización descen
no se vea obstaculizado. tralizada también requiere la
escritura de datos. En este
caso, entra en juego el siste
ma RFID: con los equipos de
lectura/escritura RFID RFM 32
o, para mayores alcances,
RFM 62.
21Aplicaciones – Taller de carrocerías
Taller de carrocerías
Detección de presencia de componentes
Requisito: Es necesario 6 Solución: Las fotocélulas
detectar la presencia de autorreflexivas con supresión
componentes, como formas, de fondo HT 3, para alcances
agujeros y orificios o algunas más cortos, y HT 46C, para
características especiales, alcances más grandes, llevan
antes de la unión y el mecani a cabo una detección de
zado. A menudo, la detección presencia fiable. Los modelos
debe realizarse desde una con geometrías del punto de
distancia segura. luz diferentes ofrecen una
óptima adaptación a la aplica
ción. Hay disponibles modelos
con fijaciones flexibles, cables
e IO-Link.
Detección de presencia para la comprobación de tipos
Requisito: Para cada paso de 7 Solución: Los sensores TOF
trabajo es necesario compro de medición y conmutación
bar el modelo. Esta compro ODS 110 / HT 110 son ideales
bación se lleva a cabo detec para montajes en muy poco
tando las piezas estructurales espacio y ofrecen un alcance
de los diferentes modelos. de hasta 5 m. Para alcances
Puesto que las comprobacio mayores, se emplean los equi
nes se deben realizar con los pos ODS 10 / HT 10.
procesos de trabajo en curso,
los sensores deben instalarse
fuera de la zona de trabajo
robotizada.
Supervisión de puertas, con enclavamiento
Requisito: Las zonas con 8 Solución: Los robustos micros
movimientos peligrosos deben de seguridad con enclava
ser accesibles para fines de miento de la serie L bloquean
mantenimiento mediante las puertas de seguridad hasta
puertas de seguridad. Si el que se habilita su apertura a
movimiento no se detiene través de una señal eléctrica.
inmediatamente después de A parte de los modelos están
abrir la puerta, se debe prote dar, también hay disponibles
ger la puerta con un micro de equipos con teclas de control
seguridad con enclavamiento. integradas y pulsador de paro
Los estados de trabajo y de de emergencia, así como
seguridad deben estar seña actuador codificado con RFID.
lizados. Los emisores de señales ópti
cas y acústicas de la serie A7
complementan los indicadores
22 LED de estado integrados.Aplicaciones – Taller de carrocerías
Protección de zonas de la estación de transferencia
Requisito: La zona de peligro 9 Solución: La solución de
del robot y la zona de trabajo seguridad para robots / esta
de la estación de transferencia ciones de transferencia con
deben estar protegidas contra AGV protege toda la zona de
el acceso de personas durante la estación de transferencia
todo el proceso. Además, el mediante el escáner láser de
vehículo debe poder entrar y seguridad. Cuando el vehículo
salir de la zona de trabajo de atraviesa esta zona, el campo
forma totalmente automática. de protección se adapta de
forma dinámica a la posición
del vehículo, ocultando el
contorno del AGV en el campo
de protección.
Control de calidad y control de integridad
Requisito: Para el control de 10 Solución: Además del análisis
calidad y de integridad, se de BLOB y la lectura de códigos,
ben detectar formas o carac la Smart Cámara LSIS 462i
terísticas y, según la tarea, se ofrece también la posibilidad
debe comprobar la tolerancia, de medir distancias y formas
exactitud, precisión dimensio geométricas (círculos, líneas
nal y la integridad. La transmi y aristas) bajo una interfaz de
sión de las coordenadas y los usuario. Esta dispone de ocho
parámetros debe tener lugar entradas/salidas libremente
opcionalmente a través de programables y una interfaz
entradas/salidas digitales o de Ethernet industrial para la
interfaces en serie. comunicación.
Detección de presencia y control de posición de la carrocería
Requisito: Con el fin de que 11 Solución: Las fotocélulas
el AGV realice el trayecto autorreflexivas con supresión
hasta la siguiente estación de de fondo de la serie HT 25C
trabajo, se debe comprobar la resultan económicos y captan
presencia y el posicionamien incluso materiales brillantes
to correcto de la carrocería en gracias a su alta fiabilidad de
el AGV. Para ello, es necesario detección. Los modelos con
detectar una parte distintiva luz roja, infrarroja y láser de
de la carrocería a una distan la clase de seguridad 1, así
cia definida precisa. como los diferentes tamaños
de punto de luz, permiten la
adaptación óptima a los requi
sitos de cada aplicación.
23Aplicaciones – Taller de carrocerías
Taller de carrocerías
Posicionamiento del elevador y la transmisión óptica de datos
Requisito: El transelevador 12 Solución: Para el posiciona
o el elevador deben posicio miento exacto, se emplean los
narse en función del palet medidores de distancias láser
que se aproxima a ellos, en AMS 300i o los sistemas de
dirección x (eje longitudinal) y posicionamiento por códi
dirección y (eje de elevación). gos de barras BPS 300i. Las
Los comandos de movimiento fotocélulas con transmisión
y los datos de posición deben de datos DDLS 500i funcionan
transmitirse ópticamente al directamente al lado de los
control para garantizar una equipos AMS 300i sin retardos
alta disponibilidad de la insta ni fallos. La posibilidad de se
lación. leccionar los alcances, interfa
ces y protocolos hace que las
soluciones sean óptimas.
Detección de presencia del patín en el elevador
Requisito: Para controlar si la 13 Solución: En este caso, los
salida del elevador está libre sensores inductivos son
o no, se debe comprobar la perfectos. Debido a que las
presencia del patín o de la tolerancias del patín y el
carrocería en el elevador. elevador se deben alinear,
recomendamos sensores con
grandes distancias de detec
ción, p. ej los diseños cúbicos
IS / ISS 244 o los diseños
cilíndricos con triple distancia
de conmutación de la serie
IS 200.
Control de ocupación de ubicaciones en el almacén de carrocerías
Requisito: Antes de que el 14 Solución: Para alcances de
elevador pueda depositar una hasta 2,5 m, se utilizan las
carrocería en una ubicación fotocélulas autorreflexivas
vacía, se debe controlar si la compactas HRT 25 LR. Si se
ubicación está libre u ocu requieren alcances mayores,
pada. Para poder almacenar se pueden emplear los senso
diferentes carrocerías, se debe res de distancia de medición
utilizar el patín para la detec ODS 10 o las fotocélulas au
ción. torreflexivas de conmutación
HT 10.
2425
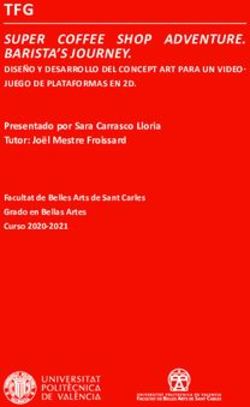
El taller de pintura Antes de que el color entre en juego, tienen lugar varios proce sos de pretratamiento. Se empieza por una limpieza, seguida de la fosfatación, el baño cataforético, el secado y, finalmente, el pintado de las carrocerías. El control de calidad final garantiza un resultado perfecto. En el diseño nuevo de instalaciones de pintura a menudo se requie ren procesos de producción flexibles. La clásica secuencia en serie se sustituye, por ejemplo, por conceptos escalables y ajustables a las capacidades de producción. Dependiendo del concepto elegido y los sistemas de transporte utilizados, se requieren sensores no solo para la seguridad de las máquinas y la identificación, sino también para la detección de la posición y los contornos. En el interior de las cabinas de barnizado o en las inmediaciones de los baños cataforéticos, los sensores de ben tener una certificación EX para su uso en zonas con riesgo de explosión, además de un índice de protección IP alto.
9
8
7
6
4
5
1
2
3
1 Productos con certificación EX 6 Protección y navegación de sistemas de transporte
sin conductor (AGV)
2 Control de posición del patín
7 Identificación de patines y carrocerías
3 Supervisión de contornos para la detección de
modelos 8 Lectura de códigos en piezas complementarias
4 Protección de accesos a la cabina de barnizado 9 Aplicaciones en el almacén de carrocerías
5 Control de posición de la carrocería
27Aplicaciones – El taller de pintura
El taller de pintura
Productos con certificación EX
Requisito: Si se utilizan sen 1 Solución: Ofrecemos equipos
sores dentro de las cabinas de con certificación EX para dife
barnizado o en las inmedia rentes campos de aplicación:
ciones del baño cataforético, — Rejas ópticas de medición
estos deben disponer, a parte CML 700
de una estructura robusta y — Cortinas ópticas de seguri
un alto índice de protección dad MLC 500
IP, una certificación EX para — Sensores de medición
el uso en zonas con riesgo de Serie ODS
explosión. — Sensores de conmutación
Serie 46
— Soluciones RFID RFM 32
Control de posición del patín
Requisito: La posición del 2 Solución: Según el lugar de
patín debe determinarse con montaje, son más adecuados
exactitud para que los pasos los sensores inductivos con
de trabajo posteriores puedan diseño cilíndrico o cúbico. Los
ajustarse y sincronizarse. equipos robustos de las serie
IS 230 e IS / ISS 244 destacan
por sus elevados alcances de
detección e indicadores LED
de estado.
Supervisión de contornos para la detección de modelos
Requisito: Para el posiciona 3 Solución: Las cortinas ópticas
miento y la sincronización de de medición CML 700i de
los robots de barnizado, se terminan p. ej. las distancias
debe detectar el modelo de entre las columnas A y B o
carrocería. Las carrocerías se los diferentes anchos de las
diferencian por su estructura y aberturas de las ventanas. Los
dimensiones, p. ej. en la zona resultados de estas medicio
de las columnas A y B. Estas nes sirven para determinar
son las características que se los modelos de carrocería y
suelen utilizar para la detec así controlar y sincronizar los
ción. robots de barnizado.
28Aplicaciones – El taller de pintura
Protección de accesos a la cabina de barnizado
Requisito: Es necesario 4 Solución: Las cortinas ópticas
proteger el acceso a la cabina de seguridad MLC 530 SPG con
de barnizado o al baño ca Smart Process Gating no requie
taforético. Simultáneamente ren sensores de muting adicio
los sensores de seguridad nales para puentear la función
deben permitir el transporte de seguridad para la mercancía
de las carrocerías y funcionar transportada. Además de aho
fiablemente incluso cuando rrar espacio, la solución garanti
cambian los formatos de ca za una alta disponibilidad y una
rrocerías, además de supervi elevada protección contra ma
sar el estado de cierre de las nipulaciones. Simultáneamente,
compuertas basculantes. el gating parcial supervisa las
compuertas basculantes con los
haces superiores de la cortina
óptica de seguridad.
Control de posición de la carrocería
Requisito: Si se transportan 5 Solución: Nuestros sensores
carrocerías distintas en un de distancia ODS 10 / HT 10
patín y el proceso de trabajo en las versiones de medición
requiere el punto exacto de y conmutación son óptimos.
inicio de la carrocería para Estos funcionan según el
la sincronización, este debe principio de la medición del
detectarse sin contacto. tiempo de propagación (TOF,
Time of Flight) y son aptos
para aplicaciones con grandes
distancias gracias a su alcan
ce de 8 m.
Protección y navegación de sistemas de transporte sin conductor (AGV)
Requisito: El recorrido del 6 Solución: Los escáneres láser
AGV se debe proteger me de seguridad RSL 400 reúnen
diante sensores de seguridad. en un equipo el sistema de
Los campos de protección seguridad y la emisión de va
se deben ajustar de forma lores medidos de alta calidad.
flexible a la situación de carga Disponen de una zona de ex
y desplazamiento. Si se utiliza ploración de 270º y 100 pares
el principio de la navega de campos conmutables. Así
ción natural, el equipo debe se protege de forma óptima el
proporcionar al mismo tiempo AGV con dos escáneres. Los
los datos de medición para el datos de medición cuentan
software de navegación. con una alta resolución angu
lar de 0,1º y un escaso error
de medición.
29Aplicaciones – El taller de pintura
El taller de pintura
Identificación de patines y carrocerías
Requisito: Para que los 7 Solución: Los sistemas RFID
parámetros de proceso, como de la serie RFM funcionan en
la aplicación de pintura en la una banda de frecuencias de
cabina de barnizado, se pue 13,56 MHz y están disponibles
dan ajustar correctamente, es con antenas distintas, según
necesario identificar el patín o el alcance requerido. También
la carrocería. En este caso, el se pueden adquirir transpon
soporte de datos debe sopor ders con distintas geometrías
tar temperaturas de 200 °C. y transponders de alta tem
peratura especiales y com
patibles con la pintura para
temperaturas de hasta 250 °C,
adecuados para la banda de
frecuencias correspondiente.
Lectura de códigos en piezas complementarias
Requisito: Si los accesorios 8 Solución: Los lectores de
y piezas complementarias no código basados en cámara
pasan el proceso de barnizado DCR 200i se pueden integrar
conjuntamente, estos deben de forma muy flexible gra
ser identificados para asignar cias a su carcasa compacta.
los correctamente. Debido a su gran profundidad
de campo, los lectores de
código de barras BCL 500i se
emplean en situaciones que
presentan distancias de lectu
ra especialmente largas.
Aplicaciones en el almacén de carrocerías
Requisito: El almacenamien 9 Solución: El medidor de dis
to intermedio automático en tancias láser AMS 300i lleva
el área de pintura plantea al a cabo el posicionamiento de
sistema de sensores requisitos los ejes x e y. Para la trans
similares a los del taller de ca misión óptica de datos hasta
rrocería. Ejemplos de ello son 100 Mbit y una distancia de
la determinación de datos de 200 m ofrecemos las fotocélu
posición en el área de trans las con transmisión de datos
porte/elevación y su transmi DDLS 500i y para el control de
sión óptica. Otras aplicaciones ocupación de ubicaciones, los
características son el control sensores de la serie 10. Del
de ocupación de ubicaciones control de presencia se encar
y la detección de presencia gan los sensores inductivos.
del patín en el elevador.
3031
Powertrain – motor de combustión interna Los bloques de motor procedentes del taller de moldeo forman la base para el motor de combustión interna. Junto con un gran nú mero de piezas, en la fabricación de motores se crean módulos de accionamiento modernos y eficientes, y, por ello, se llevan a cabo numerosos pasos de trabajo y de proceso. El procesamiento de los bloques de motor en los centros de me canizado debe cumplir de forma constante y permanente los altos estándares de calidad. Las piezas se deben montar de manera exacta y deben corresponder al modelo de motor en cuestión. Mediante comprobaciones realizadas durante el proceso, se ga rantiza la trazabilidad de los motores fabricados. Para ello, son cruciales los sensores que garantizan procesos eficientes y el cumplimiento de los requisitos de calidad. Los campos de aplicación característicos de nuestros equipos son la comprobación del modelo, la detección de objetos, la lectura de códigos y la identificación, así como aplicaciones para la seguri dad de las máquinas y la seguridad en el trabajo.
1
2
3
4 5
10
9
8
7
6
1 Detección de presencia de herramientas 6 Control de transporte en las líneas de transporte
2 Control de rotura de herramientas 7 Lectura de códigos para la trazabilidad
3 Supervisión visual de zonas no visibles 8 Detección de modelo y control de integridad
4 Protección de puntos peligrosos en la máquina- 9 Protección de accesos en las instalaciones enca
herramienta denadas
5 Lectura de códigos para la trazabilidad 10 Lectura de códigos en el soporte de transporte
33Aplicaciones – Powertrain – motor de combustión interna
Powertrain – motor de combustión interna
Detección de presencia de herramientas
Requisito: Los centros de 1 Solución: Nuestra gama de
mecanizado deben funcionar sensores inductivos incluye
automáticamente y con un diseños cúbicos y cilíndricos
alto nivel de carga. Para evitar con alcances de detección de
períodos de inactividad, se hasta 40 mm. En las situacio
debe controlar la presencia de nes con poco espacio, se em
las herramientas al cambiar la plean los equipos con diseños
herramienta. en miniatura IS 204 e IS 205.
Las versiones robustas total
mente de metal son ideales
para entornos con lubricantes
agresivos.
Control de rotura de herramientas
Requisito: En las máquinas, 2 Solución: Los sensores óp
la rotura de una herramien ticos de control de rotura de
ta conduce rápidamente a broca BKL 706 han sido desa
pérdidas en la calidad o a rrollados especialmente para
piezas defectuosas. Por eso, la comprobación de brocas y
el estado de la herramienta se fresas. La salida de aviso para
debe comprobar sin interrum indicar la suciedad y la cone
pir el proceso. xión neumática para mantener
limpia la óptica consiguen un
funcionamiento fiable. El siste
ma de fijación y el sistema de
alineación están integrados en
la carcasa de metal.
Supervisión visual de zonas no visibles
Requisito: La zona de má 3 Solución: La cámara en color
quinas debe estar controlada LCAM 408i está optimizada
visualmente. Esto también es para ser utilizada en entornos
aplicable a las áreas que no industriales adversos. Gracias
son visibles desde fuera. Debi a su resolución de la imagen
do a las condiciones ambien de 5 megapíxeles y su interfaz
tales específicas, se requiere Gigabit-Ethernet, suministra
una cámara industrial con un imágenes de alta calidad y
alto índice de protección. una transmisión a tiempo
real. La carcasa de metal con
índice de protección IP 67 y
las versiones con conexión de
aire comprimido garantizan
un funcionamiento fiable de la
instalación.
34Aplicaciones – Powertrain – motor de combustión interna
Protección de puntos peligrosos en la máquina-herramienta
Requisito: Se deben proteger 4 Solución: Las cortinas ópticas
los puntos peligrosos presen de seguridad MLC 520-S
tes en la zona de apertura de tienen un diseño muy delgado.
las puertas de seguridad. En el Junto con la selección de lon
mejor de los casos, el equipo gitudes finamente graduadas
de protección óptico debe ser en incrementos de 30 mm y el
compacto y fácil de integrar diseño sin zonas ciegas, los
en la máquina. equipos se pueden integrar
perfectamente en la estructura
de la máquina.
Lectura de códigos para la trazabilidad
Requisito: En las instalacio 5 Solución: Los lectores de
nes encadenadas, es muy códigos 2D DCR 200i des
importante la trazabilidad codifican los códigos DPM
de los pasos del proceso. (direct part mark) marcados
Antes de empezar el paso de en láser. Estos combinan un
mecanizado, se debe leer y diseño compacto con grandes
memorizar el código marcado alcances de lectura y grandes
directamente con láser en el profundidades de campo,
bloque de motor. y, de este modo, se pueden
integrar fácilmente. Además,
disponen de interfaces para la
integración de bus de campo
y herramientas de configura
ción sencillas para una rápida
puesta en marcha.
35Aplicaciones – Powertrain – motor de combustión interna
Powertrain – motor de combustión interna
Control de transporte en las líneas de transporte
Requisito: La alimentación 6 Solución: Las fotocélulas
de motores en los centros de reflexivas de la serie 15 son
mecanizado y las estaciones soluciones sencillas y eco
de trabajo solo se debe llevar nómicas. Ofrecen una alta
a cabo cuando estos últimos disponibilidad de la instalación
están libres. Para el control gracias a grandes reservas de
de las líneas de transporte se funcionamiento y son fáciles
debe comprobar la presencia de ajustar. La amplia gama de
de la mercancía transportada accesorios para el montaje
en puntos determinados. y los reflectores adecuados
facilitan el montaje.
Lectura de códigos para la trazabilidad
Requisito: Para completar un 7 Solución: Los lectores ma
motor de combustión interna, nuales robustos IT 1920i y
se deben montar muchos HS 66x8 descodifican códigos
componentes. Con el fin de DPM 2D y son resistentes
conseguir la trazabilidad de a los posibles choques y
las piezas relevantes, se de caídas al suelo. Se integran
ben detectar los códigos DPM fácilmente en el concepto de
(direct part mark) en cada control en cuestión a través
paso de proceso. Incluso en de interfaces USB y RS 232
superficies con objetos aceito integradas o mediante la
sos, los códigos se deben leer unidad de conexión modular
rápida y fiablemente. MA 200i para las interfaces
Ethernet y de bus de campo
más comunes.
Detección de modelo y control de integridad
Requisito: Debido a que 8 Solución: Las Smart Cáma
en una línea de motores a ras LSIS 400i son fáciles de
menudo se fabrican diferentes configurar. El análisis BLOB
tipos de motor, es necesario y la herramienta de medición
identificar los modelos, p. ej. se emplean por separado o
según la cantidad de taladros combinados para controlar
en los cilindros. A menudo, la integridad de los módulos
también se debe comprobar la y detectar los diferentes mo
integridad de las característi delos. Los equipos disponen
cas de mecanizado, como los de un sistema de iluminación
agujeros. integrado, así como de interfa
ces Ethernet, RS 232 e I/O.
36Aplicaciones – Powertrain – motor de combustión interna
Protección de accesos en las instalaciones encadenadas
Requisito: En el montaje 9 Solución: Los dispositivos de
de motores, los centros de seguridad multihaz de la serie
mecanizado automáticos y las MLD 500 protegen el acceso
estaciones de trabajo manua a las líneas de transporte.
les a menudo están enlazados Los modelos con función de
entre sí a través de sistemas muting integrada facilitan la
de transporte. Las entradas instalación. La configuración
y salidas de los centros de de los equipos se lleva a cabo
mecanizado deben protegerse directamente a través de la
contra accesos no permitidos. asignación de pines, sin nece
sitar un PC. Opcionalmente, la
lámpara multicolor integrada
indica el estado del equipo y
la necesidad de rearmarlo.
Lectura de códigos en el soporte de transporte
Requisito: Los motores 10 Solución: Los lectores de
completos se transportan en código de barras BCL 300i
los soportes de transporte funcionan con un alcance de
directamente a la estación de lectura de 700 mm. Las series
montaje en el tren de poten modulares incluyen escáneres
cia o en diferentes vehículos. lineales y multihaz, modelos
Es necesario leer el código con espejo oscilante, cone
de barras en los soportes de xiones M12 y PG, así como
transporte. Este se vincula en interfaces Industrial Ethernet
la base de datos con el motor, y de bus de campo. La serie
de modo que la entrega y BCL 500i es apropiada para
también el uso posterior, se grandes alcances y ofrece
pueden seguir claramente. configuraciones similares.
37Powertrain – acciona- miento eléctrico La complejidad y la cantidad de componentes en el tren de poten cia disminuyen en los vehículos totalmente eléctricos. Sin embar go, a esto se le debe añadir la producción de baterías y sets de baterías requeridos en gran número y que representan una parte esencial del vehículo. La producción de las células, módulos y sets de baterías está en gran medida automatizada. El «track & trace» de los componen tes, las soluciones de transporte y logística para el suministro de material de las estaciones de montaje y la seguridad de las esta ciones de trabajo determinan los sensores necesarios. Nuestros componentes garantizan procesos fluidos y se encar gan de la seguridad de las máquinas. Los campos de aplicación característicos de nuestros sensores son la lectura de códigos e identificación para la trazabilidad, la detección de objetos para la automatización, así como la protección de accesos en las estacio nes de montaje.
8
7
5 3
6
4
2
1
1 Lectura de códigos para la trazabilidad del lote 5 Protección de accesos de los sistemas de trabajo
2 Lectura de códigos para la trazabilidad de las 6 Protección de accesos con distancias de seguri
celdas dad más cortas
3 Supervisión de puertas y compuertas 7 Control de transporte en las líneas de transporte
4 Posicionamiento de la cinta para la introducción de 8 Protección y navegación de sistemas de transporte
piezas por parte del robot sin conductor (AGV)
39Aplicaciones – Powertrain – accionamiento eléctrico
Powertrain – accionamiento eléctrico
Lectura de códigos para la trazabilidad del lote
Requisito: El número de la 1 Solución: Para la detección
orden y del lote se deben de las órdenes y los lotes, los
detectar al inicio de la produc lectores de código manuales
ción de la batería y se deben son ideales. Los modelos
memorizar para el procesa inalámbricos como el IT 1990i
miento ulterior. Para ello, se hacen que el manejo sea
deben identificar los pasos de sencillo y cómodo. Según el
producción y todos los com concepto de control, estos se
ponentes relevantes a través conectan directamente al PC
de un código de barras. o, para la conexión a través
de los buses de campo y las
interfaces Ethernet comunes,
a la unidad de conexión mo
dular MA 200i.
Lectura de códigos para la trazabilidad de las celdas
Requisito: El concepto «Track 2 Solución: El lector de có
& Trace» también incluye la digos DCR 200i y la Smart
trazabilidad de cada una de Cámara LSIS 400i identifican
las células de la batería que se fiablemente los códigos 1D y
encuentran en el sistema de 2D. Los DCR 200i destacan
trabajo para el procesamiento. por su diseño compacto y su
En función del sistema utiliza sencilla puesta en marcha.
do, el código 1D o 2D pegado Las LSIS 400i funcionan de
a la célula se debe detectar. forma muy flexible. En caso,
por ejemplo, de modificarse
la distancia de lectura, el foco
y el campo visual se pueden
modificar online a través de un
navegador web.
Supervisión de puertas y compuertas
Requisito: Los resguardos 3 Solución: Los transponders
móviles, como las puertas y de seguridad sin contacto
las compuertas, protegen al RD 800 con codificación RFID
operador frente a los peligros. ofrecen una protección ele
Es necesario supervisar el es vada contra manipulaciones.
tado de cierre de los equipos No se requieren medidas de
de protección. montaje especiales. Además,
gracias a sus salidas OSSD
son fáciles de integrar. Los mi
cros de seguridad sin enclava
miento robustos con actuado
res de lengüeta mecánicos de
la serie S20 / 200 son de uso
universal.
40Aplicaciones – Powertrain – accionamiento eléctrico
Posicionamiento de la cinta para la introducción de piezas por parte del robot
Requisito: Para que un robot 4 Solución: Las fotocélulas
acepte las células de batería y reflexivas PRK 318B con
para su procesamiento ulterior carcasa cilíndrica y óptica
en la estación de trabajo, en ángulo de 90° son ideales
estas deben sujetarse y sobre todo para aplicaciones
posicionarse de forma exacta con muy poco espacio. Los
en la cinta transportadora. modelos cúbicos de la serie 3
Las estaciones de montaje ofrecen una alternativa con
normalmente disponen de dimensiones reducidas. Las
poco espacio, por lo tanto, los altas frecuencias de conmuta
sensores deben ser también ción de los equipos permiten
compactos. un posicionamiento exacto del
sistema de transporte.
Protección de accesos de los sistemas de trabajo
Requisito: Los componentes 5 Solución: Los dispositivos de
de la batería se desplazan por seguridad multihaz MLD 500
la cinta transportadora de una protegen el acceso a las líneas
unidad de montaje robotizada de transporte. En función
a la siguiente. Las entradas de los requisitos, p. ej. la
y salidas de las unidades ubicación de la instalación
robotizadas deben protegerse y el tamaño de la mercancía
contra accesos no permitidos. transportada, se pueden elegir
modelos con y sin función de
muting. La configuración se
lleva a cabo de forma sencilla
a través de la asignación de
pines. Con la función de mu
ting integrada, no se requieren
equipos adicionales.
Protección de accesos con distancias de seguridad más cortas
Requisito: En los sistemas de 6 Solución: Las cortinas ópti
trabajo automáticos también cas de seguridad MLC 510
es posible que se requiera admiten las distancias de
una intervención del personal seguridad más cortas posibles
operador. Puesto que en estos gracias a su resolución de
casos es necesario un acceso 14 mm. La amplia variedad de
sencillo, se deben emplear opciones de montaje y las lon
sensores de seguridad ópti gitudes del campo de protec
cos. Además, los sensores ción hasta 3.000 mm permiten
deben permitir distancias de una integración de los equipos
seguridad cortas para que la sencilla y a medida. Para los
instalación del sistema sea lo requerimientos europeos,
más compacta posible. los equipos disponen de una
asignación de pines conforme
a AIDA.
41También puede leer