OBTENCIÓN DE BIODIESEL A PARTIR DE BORRAS DE REFINACIÓN
←
→
Transcripción del contenido de la página
Si su navegador no muestra la página correctamente, lea el contenido de la página a continuación

VII CAIQ 2013 y 2das JASP
OBTENCIÓN DE BIODIESEL A PARTIR DE BORRAS DE
REFINACIÓN
M. A. Martinello*, J. G. Bogino
(1) Departamento de Tecnología Química-Facultad de Ingeniería
(Universidad Nacional de Río Cuarto)
Ruta 8 km. 601 – 5800 Río Cuarto – Argentina
E-mail: mmartinello@ing.unrc.edu.ar
Resumen. El proceso propuesto para obtener biodiesel a partir de las borras de
refinación de aceite consiste en tratar la borra para obtener una fracción rica en ácidos
grasos libres y realizar una esterificación ácida de los mismos para obtener los alquil-
esteres (biodiesel). La primera etapa del proceso consiste en una saponificación, con el
objetivo de transformar los ácidos grasos esterificados en jabones (ácidos grasos
esterificados con sodio), seguida de una acidificación para transformar los jabones en
ácidos grasos libres. El producto de esta reacción se separa por decantación para obtener
una fase liviana rica en ácido grasos libres, la que es sometida a un lavado con agua. EL
producto de estas etapas de reacción-separación es la materia prima para la reacción de
esterificación ácida para obtener los éteres. El producto de reacción se somete a una
separación por decantación, quedando en la fase inferior el producto deseado: los etil-
ésteres que constituyen el biodiesel. El proceso se siguió mediante mediciones de acidez
y densidad. Se realizaron experiencias con borras de maní y de soja En el caso de soja
se obtuvo mayor cantidad de ácidos y de biodiesel crudo: el rendimiento biodiesel/borra
fue de 5-9% para maní y de 26-35 % para soja. El proceso debe ser escalado, es decir
llevarse a una escala piloto, para su posterior aplicación a nivel industrial.
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
VII CAIQ 2013 y 2das JASP
Palabras clave: BORRAS DE REFINACION, BIODIESEL, ESTERIFICACION.
1. Introducción
Los aceites vegetales refinados o semirrefinados son las materias primas
predominantes para la producción de biodiesel, aunque tienen un alto costo relativo y
plantean la disyuntiva del uso de una sustancia comestible para la obtención de
combustible (Dumont, 2007). Por estas razones se investigan materias primas
alternativas tales como los aceites no comestibles (Murugesan, 2009) y los aceites
usados (Peng et. al, 2008, Banerjee y Chakraborty, 2009). Los subproductos de la
industria aceitera, específicamente de la refinación de aceites, constituyen una
alternativa interesante como materia prima para distintos procesos, entre los que se
incluye la producción de biodiesel (Dumont, 2007). El subproducto de la etapa de
neutralización del proceso de refinación de aceites vegetales, denominado borras ó
soapstock, que se acidifica para obtener aceite ácido u oleína, es una opción de interés
en nuestro país, que tiene una producción importante de aceite refinado. El desafío
tecnológico primario para la obtención de biodiesel a partir de esta materia prima se
debe a que los ácidos grasos se encuentran tanto libres como esterificados, y la reacción
de transesterificación alcalina adecuada para el tratamiento de los ácidos grasos
esterificados no es eficiente para los ácidos grasos libres. Haas (2005) presenta una
recopilación de su trabajo acerca de la producción de biodiesel a partir de soapstock,
por métodos enzimáticos y químicos. Solo los químicos resultaron prometedores,
aunque en las dos alternativas estudiadas se requiere un número considerable de etapas
de separación. Keskin y col. (2008) determinaron las condiciones óptimas de reacción
para la catálisis ácida de borras de algodón, que contienen un alto porcentaje de ácidos
grasos libres.
La composición de la borra es variable, depende del aceite y de las condiciones
operativas del proceso de refinación. En general está compuesta básicamente por agua
(49%), ácidos grasos libres y esterificados (60 % b.s), fosfatos orgánicos, mono, di y
triglicéridos, esteroles y polialcoholes. Se requiere diseñar un proceso apropiado que
incluya etapas de reacción y separación con el fin de preparar este material heterogéneo
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ
VII CAIQ 2013 y 2das JASP
para la reacción de esterificación, así como operaciones de purificación del producto de
esta reacción para obtener el biodiesel apto para su uso como combustible. El objetivo
de este trabajo es evaluar un proceso de obtención de biodiesel a partir de las borras de
refinación de aceite de maní y de soja.
2. Materiales y métodos
2.1. Determinaciones analíticas: acidez y densidad
Para determinar la acidez de las muestra se pesa una cierta cantidad, luego se le
agrega la proporción correspondiente de alcohol etílico y gotas de fenolftaleína.
Mediante el uso de una bureta se titula la mezcla con solución de hidróxido de sodio
(OHNa) hasta que presente un cambio de color. La cantidad de muestra depende de la
acidez de la muestra, según se observa en la Tabla 1 (método oficial de la American Oil
Chemist’s Society , AOCS Ce 1b-89).
Tabla 1.Cantidad de muestra para determinación de acidez
% acidez Muestra Alcohol Normalidad
(g) (ml) OHNa
0-0,2 56,4 50 0,1
0,2-1 28,2 50 0,1
1-30 7,05 75 0,25
30-50 7,05 100 0,25 o 1
50-100 3,525 100 1
La densidad se determinó usando un picnómetro.
2.2. Tratamiento Previo de las Borras: Saponificación y Acidificación
La saponificación se lleva a cabo para obtener una muestra con mayor proporción de
jabones, que se obtienen como producto de la reacción entre los ácidos grasos de los
triglicéridos y el OHNa. Para llevar a cabo este proceso se coloca en un vaso de
precipitado una determinada cantidad de borra, luego se agregan las correspondientes
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ
VII CAIQ 2013 y 2das JASP
proporciones de OHNa sólido y agua. Se agita la mezcla en un agitador magnético
provisto de control de temperatura, durante aproximadamente 2,5 h a 90°C. Según
pruebas preliminares las cantidades adecuadas para esta reacción son:
por cada 100 g de borras, 50 g de OHNa y 100 ml de agua.
Mediante la acidificación se liberan los ácidos grasos libres de sus correspondientes
jabones, para esto se utiliza ácido sulfúrico. La reacción que se produce está dada por la
Ec. 1.
jabones + SO 4 H 2 → acidos grasos libres + SO 4 Na 2 (1)
Esta reacción se lleva a cabo, al igual que la anterior, en un vaso de precipitado
usando un agitador magnético con control de temperatura. De experiencias
preliminares, la cantidad de H2SO4 para esta reacción es de
500 ml de una solución 3N para 100 g de borras. La mezcla se agita a 90°C durante 3 h
mediante un agitador magnético. Se deja decantar unos días en una ampolla de
decantación. Por último se separa la fase liviana superior rica en ácidos grasos libres.
Esta fase se somete a un lavado, etapa muy importante porque durante la separación
de las fases del producto final de la acidificación puede haber contaminación con acido
sulfúrico que haya quedado en exceso, lo cual puede producir un resultado erróneo en la
determinación de acidez posterior. El lavado se realiza agregando agua destilada y
agitando manualmente, para dejar luego decantar en una ampolla de decantación para
que se separen la fase acuosa y la fase orgánica.
Finalmente se determina la acidez de la fase superior del producto del lavado
(materia ácida), que será el reactivo para la reacción de esterificación.
2.3. Esterificación de los Ácidos Grasos Libres
En esta etapa se obtienen los ácidos grasos esterificados (esteres etílicos). La masa
que se utiliza en esta etapa es aquella que resulta de realizar la diferencia entre la
materia ácida obtenida luego de la acidificación y la cantidad de esta última usada para
la determinación de acidez. De acuerdo a la cantidad de ácidos grasos libres, se agregan
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ
VII CAIQ 2013 y 2das JASP
las correspondientes cantidades del catalizador ácido sulfúrico y del reactivo en exceso
alcohol etílico, en las proporciones dadas por la Ec. 2.
volumen alcohol volumen SO 4 H 2
= 0,25 = 0,16 (2)
masa de acidos grasos volumen alcohol
La reacción, dada por la Ec. 3, se lleva a cabo a 60 °C (temperatura menor al de la
temperatura de ebullición del alcohol) en un erlenmeyer de boca esmerilada conectada a
un condensador, para evitar que los vapores producidos se escapen a la atmósfera.
acidos grasos libres + e tan ol ⎯SO
⎯4⎯H2
→ etil esteres + agua (3)
3. Resultados y Discusión
3.1. Pretratamiento de las Borras
Se realizaron cuatro experiencias del proceso de pretratamiento de las borras de
maní, con distinta cantidad de borra en tres de ellas y una cuarta como réplica, y una
experiencia con borras de soja. En la Tabla 2 y en la Tabla 3 muestran las condiciones
usadas en las reacciones de saponificación y acidificación, respectivamente.
Tabla 2. Condiciones operativas reacción de saponificación
Masa de Masa de Volumen de Tiempo de Temperatura de
Exp. borra OHNa agua reacción reacción
(g) (g) (ml) (min) (°C)
1 36 18 36 145 97
2 49 25 49 150 94
3 100 50 100 150 92
4 100 50 100 150 92
5 100 50 100 150 90
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ
VII CAIQ 2013 y 2das JASP
Tabla 3. Condiciones operativas reacción de acidificación
Exp. Volumen de Volumen de Tiempo de Temperatura de
agua SO4 H2 reacción reacción
(ml) (ml) (min) (°C)
1 168 15 180 82
2 228 20 150 90
3 460 40 180 92
4 460 40 180 92
5 300 30 180 90
Experiencia 1. Por ser la primera experiencia la cantidad de borra tratada fue
pequeña. En esta etapa se pudo observar que la mezcla fue variando físicamente en el
transcurso de la reacción: al principio se observaron dos fases, una líquida y otra sólida;
y al final, la mezcla se tornó homogénea y adquirió solidez (Fig. 1).
La temperatura de reacción sufrió muchas fluctuaciones y la agitación no fue buena
porque la mezcla reactiva es muy viscosa, el tamaño del agitador resultó ser pequeño y
el sensor de temperatura obstaculizó la mezcla del líquido. Estos defectos se tuvieron en
cuenta para evitarlos en la experiencia siguiente.
(a)Inicio (b)Final
Fig. 1. Reacción de saponificación, estado de la mezcla reactiva al comienzo (a)
y final (b) de la reacción. Exp. 1.
Al agregar la solución de ácido sulfúrico a la mezcla saponificada para llevar a cabo
la reacción de acidificación, inmediatamente se separaron dos fases: una capa oleosa
superior de color amarillo, sólida y en forma de gránulos y una capa acuosa inferior
transparente (Fig. 2 a)
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ
VII CAIQ 2013 y 2das JASP
Con el transcurso de la reacción, los gránulos de la fase orgánica desaparecieron y las
fases se dispersaron mejor una dentro de otra. Al alcanzar una temperatura de
aproximadamente 90°C la fase orgánica se tornó menos viscosa y la agitación fue
óptima.
Al final de la reacción se dejó decantar la mezcla en una ampolla de 500 ml (Fig. 2b)
y se observaron 3 fases claramente diferenciadas. Después de decantar 4 días la fase
amarilla desapareció casi en su totalidad (Fig. 2c).
(a) inicio reacción (b) final reacción (c) final decantación
Fig. 2. Reacción de acidificación, estado de la mezcla reactiva al comienzo (a),
final (b) de la reacción y al final de la separación por decantación (c). Exp. 1.
En el lavado de la fase superior del producto de la acidificación se observó que al
final de la decantación no hubo una buena separación de fases, aunque se pudo extraer
la fase superior, que es la fase rica en ácidos grasos libres, materia prima de la
esterificación (Fig. 3).
(a). inicio decantación (b) final decantación
Fig. 3. Lavado con agua producto acidificación (fase superior), comienzo (a),
final (b) de la decantación. Exp. 1.
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ
VII CAIQ 2013 y 2das JASP
Experiencia 2. En esta experiencia se obtuvieron resultados similares al de la Exp. 1,
aunque se logró una mejor agitación en la reacción de acidificación, sólo dos fases en la
separación de los productos de la reacción de saponificación y una mejor separación de
fases en la etapa de lavado (Fig. 4).
(a) inicio (b) final
Fig. 4. Lavado con agua producto acidificación (fase superior), comienzo (a),
final (b) de la decantación. Exp. 2.
Experiencias 3 y 4. Al utilizar mayor cantidad de muestra, el volumen de la mezcla
reaccionante fue mayor y se mejoró la agitación: la mezcla resultó menos viscosa y la
termocupla no obstaculizó el movimiento del agitador. En la exp. 3, al final del lavado
se pueden identificar una fase marrón superior, una amarilla intermedia, una blanca y
una transparente inferior, con las siguientes características: fracción marrón y amarilla:
23,69 g, densidad: 0,805 g/ml; fracción blanca: 28,55 g, densidad: 0,950 g/ml (Fig. 5).
En la Exp. 4 se obtuvieron resultados similares, siendo la masa de la fracción
superior de 22,06 g.
(a) inicio (b) final
Fig. 5. Lavado con agua producto acidificación (fase superior), comienzo (a) y
final (b) de la decantación. Exp. 3.
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ
VII CAIQ 2013 y 2das JASP
Las fases marrón y amarilla se extraen conjuntamente para realizar la posterior
medición de acidez. Estas dos fases oleosas son las que interesan para la esterificación
porque la densidad se corresponde con la de los ácidos grasos. La fracción blanca tiene
una densidad similar a la del agua y es bastante acuosa, por lo tanto se descarta para la
reacción de biodiesel.
Experiencias 5. En la etapa de saponificación se pudo observar que la mezcla fue
variando físicamente en el transcurso de la reacción, adquiriendo al final una marcada
separación de fases, siendo la superior (jabones) la utilizada para la posterior
acidificación (Fig. 6).
(a) Inicio (b )Final
Fig. 6. Reacción de saponificación, estado de la mezcla reactiva al comienzo (a)
y final (b) de la reacción. Exp. 5.
En la acidificación el comportamiento de la mezcla reaccionante fue similar al de las
experiencias con borras de soja, obteniéndose las dos fases correctamente separadas al
final de la decantación (Fig. 7).
(a) reacción (b) Final de decantación
Fig. 7. Reacción de acidificación, estado de la mezcla reactiva durante la
reacción (a), y al final de la separación por decantación (c). Exp. 5.
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQ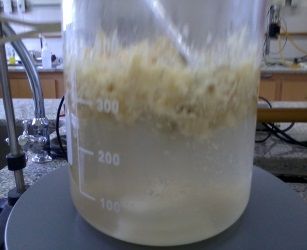
VII CAIQ 2013 y 2das JASP
En el lavado, al final de la decantación no hubo una buena separación de fases. Sin
embargo se pudo extraer la materia ácida, que se encuentres en la fase superior (Fig.8).
Final de la decantación luego del
lavado.
Fig. 8. Lavado con agua producto acidificación (fase superior), final de la
decantación. Exp. 5.
Determinación de acidez. A la fracción superior de la etapa de lavado (materia
ácida) obtenida en las cuatro experiencias, que es la materia prima de la reacción de
esterificación para obtener biodiesel, se le realiza la determinación de acidez. Los
resultados se muestran en la Tabla 4, además de la masa de la borra y de los productos
obtenidos al finalizar el pretratamiento.
Tabla 4. Acidez de la borra pretratada y masa de ácidos grasos libres obtenidos
Masa de borra Masa de Acidez Masa de acidos
Exp. (g) materia ácida (%) grasos libres
(g) (g)
1 36 8 62 4,96
2 49 8 92 7,36
3 100 23,69 99 23,45
4 100 22,06 87 19,19
5 100 32,70 83 27,14
3.2. Reacción de esterificación
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQVII CAIQ 2013 y 2das JASP
Borras de maní. Debido a que la masa usada para determinar la acidez fue de aprox.
4 -6 g., la materia ácida restante para realizar la esterificación no fue suficiente en las
Exp. 1 y 2, por lo cual solo pudieron usarse las materias acidas de las Exp. 3 y 4. La
masa total de ácidos grasos libres disponibles para la esterificación fue entonces de
36,34 g (al utilizar parte de lo obtenido para la determinación de acidez). Una vez
transcurrida la reacción se dejo decantar el sistema durante 3 días, obteniéndose una
fase superior marrón en mayor proporción y una fase inferior amarilla en menor
cantidad (Fig. 6).
Fig. 6. Productos de la reacción de esterificación al finalizar la separación por
decantación.
En la fase inferior se encuentran los ácidos grasos esterificados deseados y la
cantidad obtenida fue de 3,1 gramos. Esta pequeña cantidad se debe a que la reacción no
fue completa y además la ampolla de decantación tuvo una pequeña pérdida por la parte
inferior que no se pudo recuperar totalmente. Debido a la gran cantidad de la fase
superior, se midió su acidez y como resulto del 36,45%, se sometió a una segunda etapa
de esterificación. La cantidad total separada fue de 29,7 gramos y 10,6 gramos fueron
utilizados para mediciones de acidez, por lo tanto se realizó la esterificación con los
19,1 g restantes. Se utilizaron proporciones mayores de acido sulfúrico para mejorar la
reacción.
Se dejó decantar el producto de la reacción en una ampolla de decantación y se
observaron 2 fases bien diferenciadas (Fig. 7).
(a) inicio (b) final
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQVII CAIQ 2013 y 2das JASP
Fig. 7. Productos de la reacción de esterificación 2da etapa al inicio (a) y al finalizar
(b) la separación por decantación
En la fase inferior se encuentran los ácidos esterificados (biodiesel) y la cantidad
obtenida fue de 8,04 gramos, siendo su densidad de 1,068 g/ml.
Entonces sumando las cantidades obtenidas de fase inferior en las dos reacciones de
esterificación se obtiene una cantidad total de etil ésteres de 11,1 gramos. Es decir, de
200 gramos de borra de maní se obtuvieron 11,1 g de etil ésteres y, si se tiene en cuenta
la masa que se usó para determinar acidez esa cantidad asciende a aprox. 18 g.
Borra de soja La masa total de ácidos grasos libres disponibles para la esterificación
es de 24,23 gramos. Al final de la reacción se obtuvieron dos fases marrones de
diferentes tonalidades. En la fase inferior (más clara) se encuentran los ácidos grasos
esterificados deseados y la cantidad obtenida es 26,26 gramos, con una densidad de1,18
gr/ml. En la fase superior (más oscura) se encuentran etanol y agua; y la cantidad
obtenida fue 22,66 gramos, con densidad de 0,84 gr/ml. Entonces, de 100 gramos de
borra de soja tratados se obtuvieron 26,26 gramos de biodiesel crudo y si se usara la
masa destinada a la determinación de acidez podría ascender a aprox. 35 g. Resultado
notablemente mejor al logrado con maní, al ser mayor la cantidad de ácidos grasos
libres obtenidos de la borra y mejor la performance de la reacción de esterificación.
4. Conclusiones
Se concluye que, tanto en los procesos de preparación de la borra como en la
reacción de esterificación, se lograron los productos esperados, tanto con la borra de
maní como con la de soja. Este es un resultado interesante en cuanto a la factibilidad de
empleo de un subproducto de bajo valor y difícil disposición, para obtener biodiesel. En
el caso de soja se obtuvo mayor cantidad de ácidos y de biodiesel crudo: el rendimiento
biodiesel/borra fue de 5-9% para maní y de 26-35 % para soja.
El proceso debe ser escalado, es decir llevarse a una escala piloto, para su posterior
aplicación a nivel industrial.
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQVII CAIQ 2013 y 2das JASP
Referencias
Banerjee, A., Chakraborty, R. (2009). Parametric sensitivity in transesterification of waste cooking oil for biodiesel
production-A review. Resource, Conservation and Recycling, 53, 490.
Dumont, M. J. (2007). S.S. Soapstock and deodoriser distillates from North American vegetable oils:review on
their caracterization, extraction and utilization. Food Research International ,40, 957.
Haas, M. (2005).Improving the economics of biodiesel production through the use of low value lipids as
feedstocks: vegetable oil soapstock. Fuel Processing Technology , 86, 1087.
Keskin, A., Guru, M., Altiparmak, D. Aydin, K. (2008).Using of cotton oil soaptstock biodiesel-diesel fuel
blends as a alternative diesel fuel. Renewable energy , 33, 553.
Muragesan, A., Umarani, C., Chinnusamy, T.R., Krishnan, M., Subramanian, R., Neduzchezhain, N. (2009).
Production and analysis of bio-diesel from non-edible oils-A review. Renewable & Sustainable Energy Reviews 13,
825.
Peng, B., Shu, Q.; Wang, J., Wang, G., Wang, D. Han, M. (2008).Biodiesel production from waste
oils feedstocks by solid acid catalysis. Process Safety and Environment Protection, 86, 441.
AAIQ, Asociación Argentina de Ingenieros Químicos - CSPQTambién puede leer