El corte más avanzado - Eficiencia para el recorte de papel
←
→
Transcripción del contenido de la página
Si su navegador no muestra la página correctamente, lea el contenido de la página a continuación

Sensores y control El corte más avanzado Eficiencia para el recorte de papel Iiro Harjunkoski, Simo Säynevirta Es un hecho bien conocido que el éxito de las operaciones complejas depende en gran medida de la posibilidad de planificarlas con antelación. Por eso, una buena parte del trabajo de gestión está destinado a planificar detalladamente las actividades industriales. Aunque las herramientas informáticas de planificación están lejos de ser competitivas frente a la flexibilidad analítica del cerebro humano, los ordenadores realizan determinadas tareas tan bien o mejor que las personas. En una fábrica de papel, las bobinas gigantes que salen de la máquina de papel se han de cortar en rollos más estrechos de acuerdo con los deseos de los clientes. Un operario humano que ha de encontrar la mejor manera de cortar la bobina necesita bastante tiempo para este trabajo y no tiene garantía alguna de haber encontrado la mejor solución, la que tiene menos pérdidas y ase- gura la calidad del producto. El problema es más complejo si además hay que desechar algunas zonas del papel por problemas de calidad. No existen dos tareas idénticas, las posibilidades son infinitas. ABB ofrece un paquete de software que determina la estrategia óptima de corte. Revista ABB 4/2006 53
El corte más avanzado
Sensores y control
E n muchos procesos industriales to-
davía existe un gran potencial de
reducción de costes que espera ser
mente integrado, de la producción
de papel, que cuenta con modernas
herramientas de control de calidad
torios, influye enormemente en la
solución que finalmente se obtenga.
Dado el amplio número de variables
explotado simplemente con mejores (QCS1)) y de inspección óptica de la discretas, la optimización implica el
estrategias de planificación del tiempo bobina (WIS). Además, el programa uso de matemáticas complejas. A me-
y de las materias primas. En este artí- ABB de planificación de la produc- nudo existen millones de formas posi-
culo discutimos una estrategia avanza- ción está considerado a menudo como bles de disponer en la bobina gigante
da de optimización que aúna la plani- la mejor solución. Por consiguiente, es los rollos buscados. Al analizarlas, en-
ficación off-line con la mejora de la natural que ABB esté buscando méto- seguida se hace evidente que no hay
calidad on-line. La solución considera dos que hagan aún mejores y más ninguna forma práctica de probar to-
los perfiles de calidad de la bobina económicas las soluciones existentes. das las posibilidades, ni siquiera utili-
gigante y las exigencias que han de Esto garantizará que el papel necesa- zando un superordenador. La magni-
satisfacer los rollos cortados de ésta. rio se produce con la máxima eficien- tud del problema se desborda con el
El resultado es una solución geométri- cia posible y reduciendo los costes de número de rollos, debido al gran nú-
ca completa para este problema, el producción, además de reducir la car- mero de estrategias posibles de corte.
llamado problema ‘trim-loss’. Este ga medioambiental por medio de un Aunque existen realmente muchos
método conduce a soluciones ópti- consumo óptimo de la energía y de métodos heurísticos y matemáticos
mas, o casi óptimas, y consigue gran- los materiales. para resolver eficientemente un pro-
des ahorros al abordar el problema de blema de este tipo, ninguno de ellos
la pérdida de calidad, es decir, la pér- El corte de estas ‘bobinas gigantes’ en garantiza un resultado global óptimo.
dida económica causada por la degra- otras más pequeñas tiene lugar en una Entre estos métodos están la heurísti-
dación de la calidad del producto. bobinadora posconectada inmediata- ca de redondeo, los métodos de gene-
Entre las ventajas de este método es- mente a la máquina de papel. El obje- ración de columnas, la resolución par-
tán la reducción del consumo de ener- tivo principal para reducir los proble- cial de problemas y otros algoritmos
gía y de materias primas (costes y car- mas en la producción de papel es mi- de tipo mochila2), por citar tan sólo
ga medioambiental), la mejora de la nimizar la pérdida de corte, es decir, algunos. Viendo este conjunto de
fiabilidad para responder a las deman- el desperdicio que se produce cuando métodos conocidos, podría parecer
das del cliente y el aumento de bene- no se puede aprovechar toda la an- que el problema es resoluble. Pero,
ficios, gracias a una reducción general chura de la bobina gigante para pro- ¿proporcionaría un método como és-
de los costes. ducir los rollos buscados. Por ejem- tos, por sí solo, resultados adecuados
plo, si se han de cortar rollos de para el problema del corte de papel?
El corte de papel 1,5 metros de anchura de una bobina
Una máquina de papel típica produce gigante de diez metros de anchura, se La calidad del papel
una lámina de diez metros de anchura desperdiciará una banda de 1,0 me- En las modernas fábricas de papel,
a una velocidad de 120 km/h (o 33 m/s, tros de anchura (10% del total). El el problema de pérdidas por corte
es decir, papel suficiente para producir problema de intentar combinar varias se resuelve habitualmente cuando se
más de 5.200 hojas A4 por segundo). anchuras de rollos para reducir las planifica la producción, mucho antes
Con un gramaje típico de 80 g/m2, esta pérdidas se conoce comúnmente de fabricar realmente las bobinas
capacidad equivale a 97 toneladas por como problema de minimización de gigantes.
hora. La planificación de un proceso pérdidas por corte o papel sobrante.
como éste afecta decisivamente al Para resolver este problema se identi- Esta planificación avanzada sería total-
producto y a la eficiencia y rentabili- fican patrones de corte que se aplican mente adecuada si se pudiera suponer
dad del proceso. ABB ya ofrece un a continuación con una guillotina que que el papel presenta una calidad uni-
sistema completo de gestión, total- tiene las cuchillas en las posiciones forme, es decir, es de óptima calidad
deseadas 1 . Los dos objetivos más de principio a fin. Desafortunadamen-
comunes del problema son los si- te, eso no siempre es así, ya que pue-
guientes: den producirse variaciones de calidad.
1 Corte de la bobina gigante y problema de
Durante el proceso de fabricación del
pérdidas por corte. ¿Cuál es la mejor forma
Determinar una estrategia de corte papel se recoge con varios dispositi-
de cortar una bobina gigante en rollos
que produzca las anchuras de rollos vos de medición y exploración en lí-
pequeños de dimensiones especificadas?
requeridas usando la menor canti- nea gran cantidad de datos de calidad
dad posible de material, es decir, de acuerdo con diversos criterios,
Bmax minimizando la pérdida por corte. datos que luego se procesan y anali-
Minimizar el número de patrones zan detenidamente. Casi toda la infor-
nij = ? diferentes y ordenarlos en secuencia mación resultante está disponible
para evitar ajustes innecesarios de poco después de haber finalizado la
bi
cuchillas y maximizar la eficiencia producción de la bobina gigante y
de la producción. antes de proceder al corte de la
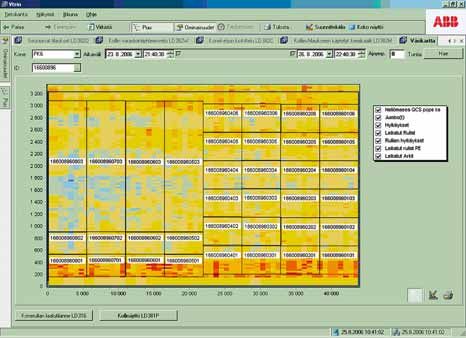
Bmax = anchura de la bobina gigante misma. En la figura 2 , las desviacio-
bi = anchura del rollo
El método adoptado para alcanzar es- nes de la calidad perseguida se repre-
nij = número de rollos i en el patrón j
tos objetivos, en ocasiones contradic- sentan por medio de colores.
54 Revista ABB 4/2006
El corte más avanzado
Sensores y control
Al comparar la distribución corte existente y puede cubrir
2 Análisis de la calidad de una bobina gigante (Sistema CPM de ABB)
real de la calidad con los los diversos perfiles de cali-
patrones de corte planifica- dad de una bobina gigante
dos de una bobina gigante, por medio de una representa-
el plan de corte predetermi- ción geométrica al realizar un
nado puede estar lejos del nuevo corte. Gobernado por
óptimo. Por ejemplo, los requisitos de rendimiento
rollos más valiosos para los muy estrictos, el modelo ma-
clientes pueden haber sido temático en sí mismo es mo-
asignados a las peores posi- dular y en un primer enfoque
ciones en la bobina gigante. considera un patrón (o con-
Si el papel se cortara de esta junto) de corte cada vez. Un
forma habría que rechazar nuevo posicionamiento de los
esas secciones. rollos en el conjunto tiene en
Los antiguos métodos de cuenta la posición geométrica
modelación para la optimi- exacta, así como la informa-
zación del corte no soporta- ción sobre la calidad en toda
ban la optimización basada la anchura de la bobina. Un
en la calidad, ya que el pro- segundo enfoque examina to-
blema estándar de la pérdida por cor- bién fuera de línea en laboratorios. da la bobina gigante con el propósito
te no tenía en cuenta la posición Esta verificación consume mucho más de establecer del mejor modo posible
exacta de cada rollo en un patrón. tiempo y, por tanto, es más adecuada una nueva secuencia de los patrones
El problema se centraba simplemente para rastrear tendencias generales de fijos de corte. Más tarde, estos dos en-
en las cantidades totales a producir, la calidad que para observar las varia- foques se pueden combinar arbitraria-
es decir, en cuántos rollos de un tipo ciones a corto plazo. La supervisión mente con un algoritmo inteligente
dado contenía cada patrón de corte. se basa en muestras seleccionadas y que también puede incluir patrones
puede conducir al rechazo de una de todo el proceso de producción.
Un método matemático original bobina gigante completa. También se tienen en cuenta implíci-
de programación tamente las zonas de rechazo y de
El sistema de control de calidad (QCS) Integrar estos aspectos de calidad en empalme. Este planteamiento da como
realiza exploraciones continuas a lo un modelo matemático estándar de la resultado soluciones óptimas o casi
largo de la bobina de papel y registra pérdida por corte aumentaría aún más óptimas reduciendo significativamente
información sobre la calidad de la su complejidad y llegaría a hacerlo la pérdida de calidad, es decir, la pér-
misma. Algunas propiedades como irresoluble, ya que añadiría otras exi- dida económica causada por la degra-
la humedad, el grosor y el brillo se gencias, no implementables, y muchas dación de la calidad. Esto aumenta la
miden muy frecuentemente: en senti- decisiones discretas. Se necesita un rentabilidad de la producción y ofrece
do transversal generalmente cada planteamiento alternativo de creación más fiabilidad a los clientes: un mejor
10-50 mm y en el sentido de la má- de modelos para conseguir una opti- enfoque de la gestión de la calidad
quina cada pocos centenares de me- mización del corte basada en la cali- aumenta la satisfacción del cliente.
tros, dependiendo de la velocidad de dad. ABB ha desarrollado un original
la máquina de papel y del tiempo que e ingenioso método matemático basa- Dos pasos hacia el éxito
necesita el dispositivo de exploración do en la programación para el cálculo Para hacer resoluble este importante
para moverse a todo lo ancho del automático de una solución optimiza- y complejísimo problema, el nuevo
papel. En la práctica, esto significa da del problema de la pérdida por planteamiento matemático incluye dos
que incluso una pequeña máquina de corte. El modelo asume un plan de pasos principales. En el primero, la
papel registrará miles de puntos de
medición para cada criterio de calidad.
3 Dos métodos para encontrar la forma óptima de cortar la bobina gigante
Otra tecnología de ABB es el sistema
imaging web de la bobina de papel b Método continuo: las dimensiones son
a Método discreto: el algoritmo explora
(WIS). En este sistema, varias cámaras infinitamente variables. Este método es
el papel, la solución considerada sólo
buscan todos los defectos visuales mucho más difícil de optimizar que el
puede variar en pasos discretos.
(agujeros, grietas, pliegues); las imá- método discreto de a .
genes se analizan eficientemente con
métodos basados en redes neuronales,
lo que garantiza un proceso rápido y A B C
fiable de clasificación y determinación A A A A A A A A A A B B B BC C CC C
3855 mm 1540 mm 2300 mm
del tipo de defecto.
Además de estos métodos en línea,
que proporcionan información rápida
y precisa, la calidad se analiza tam-
Revista ABB 4/2006 55El corte más avanzado
Sensores y control
bobina gigante se transforma en ele- tecnologías robustas y probadas. Los Para que todo esté definido matemáti-
mentos discretos dividiéndola en ‘tro- modelos matemáticos tienen ciertas camente de forma correcta, se intro-
zos’ 3a . La calidad de cada trozo se similitudes con la programación de la ducen ecuaciones que garantizan el
correlaciona con los requisitos de los producción, ya que ambos incluyen no solapamiento de los rollos y que
clientes. El modelo de optimización decisiones lógicas esenciales. En la cada rollo se fabrique exactamente
resultante se basa en una clasificación programación, el horizonte temporal cuando corresponde. Tales ecuaciones
de la calidad, por ejemplo calidad se discretiza mediante un número fijo pueden parecer triviales, pero en oca-
A, B o C. La calidad final de cada de puntos de cuadrícula que se asig- siones resultan ser bastante complejas.
rollo se calcula combinando la corre- nan a trabajos por medio de variables El problema discretizado da como re-
lación de calidades con los requisitos binarias. En el contexto de optimiza- sultado un plan de corte óptimo con
básicos del rollo de producto. Este ción del recorte de papel, la anchura respecto a una densidad de cuadrícu-
método, basado en la división en ele- o la longitud de la bobina gigante las elegida. Para bobinas gigantes con
mentos discretos, genera una buena ocupa el lugar de la variable del anchuras típicas de hasta 10.000 mm,
aproximación a la solución óptima. tiempo. una cuadrícula fina (1 mm) haría irre-
soluble la magnitud del problema.
La solución se perfecciona en un se- Centrémonos en el nuevo corte de un Por consiguiente, se selecciona una
gundo paso, que aplica un método conjunto y supongamos que un rollo cuadrícula más gruesa (10-20 mm).
continuo y exacto, garantizando la se representa con un índice r y cada En este caso, las anchuras de los ro-
viabilidad de la solución final. Esto ‘trozo’ discreto con un índice j. Enton- llos se han de redondear por defecto
permite también un suave ajuste del ces, la variable binaria (cero-uno) xdrj para mantener la viabilidad del pro-
borde de cada conjunto. El método toma el valor uno en la posición de la blema (por ejemplo, 578 mm se con-
continuo se basa en dividir la bobina bobina gigante j, en la que comienza vierten en 570 mm cuando se usa una
gigante en zonas de calidad continua, el rollo r (borde izquierdo). Para reali- cuadrícula de 10 mm). Estos errores
o sectores, de acuerdo con las diver- zar una optimización que maximice el de redondeo se corrigen en un paso
sas clasificaciones de la calidad 3b de valor total de un conjunto de corte se continuo consecutivo.
cada rollo. Cada sector se asocia a su requiere también un coeficiente de
respectiva calidad (de nuevo: A, B, C). costes, crj, que indica el valor del rollo El paso continuo se asemeja también
Análogamente al primer paso, el cál- en la posición dada. La función obje- a algunas estrategias de planificación,
culo combina la correlación de la cali- tivo es muy sencilla, ha de definir las ya que divide la bobina gigante en es-
dad con ciertos parámetros básicos posiciones de rollos r que maximicen pacios pequeños (slots). Estos slots se
del rollo de producto. El resultado de el valor total de un conjunto de corte. ordenan de izquierda a derecha, y los
este paso es una estrategia óptima Esto se expresa en la ecuación (1) bordes entre ellos son continuamente
que tiene en cuenta la distribución de siguiente: variables, es decir, pueden adaptarse
la calidad en la bobina gigante. a las respectivas anchuras de rollos de
max Σc
r, j rj
× xdrj (1) clientes. A cada rollo se la asigna
Ninguna de estas dos estrategias pue- exactamente un slot y un sector de
xdrj ∈{0,1}
de tratar problemas muy complejos de calidad utilizando variables binarias.
forma exacta y eficiente, pero este
método de dos pasos es robusto y
eficaz. Este planteamiento permite
4 Componentes de aplicación cruzada, al buscar un óptimo global se han
evitar la naturaleza no convergente
de considerar muchos factores distintos.
del problema y garantiza rápidamente
una solución casi óptima.
Matemáticas ocultas
El usuario no tiene que ocuparse de
las matemáticas o algoritmos subya-
centes al sistema. La funcionalidad Gestión de cali- Web Especificación de
Laboratorio
puede integrarse completamente en el dad imaging corte y de producto
entorno existente; la solución trabaja-
rá silenciosamente en la sombra,
simplemente generando ventajas para
los clientes. No obstante, a continua-
ción examinamos algunas característi-
cas principales del sistema para aque-
llos lectores interesados en mirar Organización bobina/datos del pedido
detrás del escenario.
El planteamiento comprende la reso-
lución de programas lineales de nú- Modelo y algoritmo matemático
meros enteros mixtos (MILP) dentro
de algoritmos especializados y utiliza
56 Revista ABB 4/2006El corte más avanzado
Sensores y control
En las ecuaciones (2)-(5), los slots se WnE = WnB + Σx
r rn
.W
r
(2) se reposicionan para maximizar el va-
indican con la variable n y los secto- lor total (rendimiento de la calidad),
res con s. Así pues, una variable bina- r rstart = WnB if xrn = 1 (3) minimizando, por tanto, el efecto de
ria xrn toma el valor uno sólo si el las desviaciones de la calidad. Un
rollo r está asignado al slot n. Análo- Σx
sr
rs
=1 (4) ejemplo simplificado sería situar el
gamente, la variable xrs indica que el rollo más valioso en una buena zona.
rollo r está situado en el sector de ca- SsB ≤ r rstart ≤ SsE if xrs = 1 (5) En 5a , el color rojo indica que se debe
lidad s. Wr indica la anchura del rollo, rechazar el rollo y el color amarillo
rrstart la posición del borde izquierdo xrn , xrs ∈{0,1} indica la existencia de desviaciones
de un rollo, WnB y WnE las posiciones de la calidad poco importantes
inicial y final de un slot y, finalmente, En resumen, la ecuación (2) ajusta la (calidad B).
SsB y SsE las posiciones inicial y final anchura de un slot de acuerdo con el La misma técnica podría utilizarse
de los sectores. rollo que se le ha asignado. El slot de- también para reordenar la secuencia
be empezar exactamente en el borde de los conjuntos en una bobina gigan-
izquierdo del rollo, condición impues- te 5b . Como consecuencia del princi-
ta en la ecuación (3). El hecho de que pio anterior, combinando la informa-
un rollo sólo pueda pertenecer a un ción sobre la distribución de la cali-
sector de calidad se expresa en la dad con el plan de corte de la bobina
5 Métodos de optimización
ecuación (4), y finalmente el rollo ha gigante se puede mejorar el rendi-
a Ajuste de un conjunto de estar situado dentro de este sector, miento de la calidad. Esto se consigue
condición indicada por la ecuación situando los conjuntos en aquellas
(5). Éstas son tan sólo algunas limita- posiciones donde el valor total es
ciones básicas del problema que ilus- máximo.
tran algunas de las principales depen-
dencias matemáticas y lógicas. Un algoritmo inteligente que resuelva
estos dos problemas en una secuencia
dada puede reducir las pérdidas de
Un algoritmo inteligente calidad a un mínimo físico. Esto
puede reducer al mínimo garantiza que la planificación actual
físico las pérdidas de tiene en cuenta todos los datos de
calidad conocidos. También se pue-
b Cambio de la secuencia de conjuntos
calidad. Esto garantiza den implementar en la solución zonas
que la planificación tiene de empalme y rechazo automáticos de
la bobina gigante en sentido transver-
en cuenta todos los datos sal, además de considerar patrones de
de calidad conocidos. todo el proceso de producción. Como
conclusión, la aplicación cruzada en-
Un algoritmo para integrar todos los tre planificación de la producción y
componentes gestión de la calidad ofrece posibili-
Los componentes discutidos hasta dades adicionales para hacer más
ahora se visualizan en 4 . Más impor- atractiva la producción, tanto desde el
tante que dominar los detalles mate- punto de vista económico como
máticos del modelo es comprender medioambiental.
cómo ensamblar los elementos para
formar un concepto robusto y unifor- Un ejemplo ilustrativo
me. Para ilustrar esto vamos a ver de Seguidamente se discute un ejemplo
nuevo el problema original. Los as- simplificado. Se supone un conjunto
pectos del modelado matemático an- de corte con las anchuras de rollos
Rollos de papel fuera de la máquina,
tes expuestos, combinados con el del Cuadro de la página 58.
listos para embalar
planteamiento de dos pasos, permiten
encontrar una solución del problema La bobina gigante del ejemplo tiene
de recorte eficiente y basada en la una anchura de corte de 8.000 mm.
calidad. La estrategia resultante se La suma de las anchuras de los rollos
puede aplicar de varias formas: la a cortar es 7.915 mm, lo que origina
reorganización se puede ejecutar con una pérdida por corte de 85 mm.
un conjunto cada vez 5a , o cambiando En este ejemplo, se supone que cada
la secuencia de conjuntos en una bo- rollo tiene exactamente los mismos
bina gigante 5b . requisitos de calidad. Por consiguien-
En el caso anterior (enfocado a un te, el ejemplo se puede simplificar
conjunto de corte planificado), el con- dividiendo directamente la bobina
junto se ajusta de modo que los rollos gigante en varias zonas de calidad.
Revista ABB 4/2006 57El corte más avanzado
Sensores y control
cultura general de planificación y
6 Esquema de calidad de la bobina
reforzar la capacidad de identificar y
a El problema analizar la eficiencia de la producción
respecto de la calidad.
El objetivo principal en
1700 2345
8000
1985 760 los problemas de corte es
A B A B A
minimizar el desperdicio
que se produce cuando
no se puede aprovechar
b El conjunto de corte resultante (calidades: A = blanco, B = amarillo, C = rojo)
toda la anchura de la
bobina gigante para pro-
ducir los rollos buscados.
5 10 1 9 8 7 4 3 2 6 Menor pérdida de calidad significa:
770 385 1790 580 580 650 485 825 1100 750 menores tiempos de producción
menos reciclaje de rollos rechaza-
dos
menor consumo de energía y mate-
rias primas
mayor compromiso con los requisi-
tos de calidad del cliente
Cuadro Datos para el problema ejemplo (anchuras de rollo)
fechas de entrega más fiables
mínimo impacto medioambiental
Rollo 1 2 3 4 5 6 7 8 9 10
menores costes totales de produc-
Anchura (mm) 1790 1100 825 485 770 750 650 580 580 385
ción
menos reclamaciones por falta de
calidad
más satisfacción del cliente
Si un rollo comprende varias zonas de 100 por ciento del precio, calidad B
calidad, se valora de acuerdo con la (defectos poco importantes) = 70 por Estos aspectos pueden parecer trivia-
calidad peor. A efectos de ilustración ciento del precio y calidad C (recha- les, pero, en realidad, la solución
se muestra una distribución de la cali- zada) = 0 por ciento del precio. propuesta contribuye a integrar este
dad en 6a , donde ésta se divide en Sin optimización, simplemente orde- punto de vista en el pensamiento de
calidades A, B y C. Para los problemas nando los rollos en el conjunto como operación de cada día.
de optimización indicados más abajo, se indica en el Cuadro , resultaría un
el valor de cada rollo se calcula a par- beneficio total de 1.236 D. El algoritmo
tir de los supuestos siguientes: longi- de recorte basado en la calidad halla
tud del conjunto = 5.896 m, peso del una solución de 1.427 D 6b , que repre- Iiro Harjunkoski
papel = 80 g/m2, precio = 500 D/tone- senta una mejora en torno al 15 por ABB Corporate Research
lada, calidad A (calidad completa) = ciento. La eficiencia de la optimiza- Ladenburg, Alemania
ción se puede ajustar y siempre hay iiro.harjunkoski@de.abb.com
una alternativa entre calidad y eficien-
Notación
cia de la solución. Sin embargo, la Simo Säynevirta
xdrj = 1, si el rollo r comienza en el punto estrategia combinada proporciona un ABB Process Industries
de cuadrícula j buen resultado en un tiempo razona- Helsinki, Finlandia
crj = valor del rollo r en el punto de cuadrícula j ble. simo.saynevirta@fi.abb.com
xrm = 1, si el rollo r está asignado al slot n
xrs = 1, si el rollo r está situado en el sector s Eliminación de pérdidas Notas
rrstart = borde izquierdo del rollo r La solución discutida no eliminará los 1)
QCS: Sistema de Control de Calidad
Wr = anchura del rollo r 2)
El problema de la mochila es una tarea de optimiza-
problemas de calidad pero minimizará
WnB = comienzo (borde izquierdo) del slot n ción combinatoria, cuyo objetivo es identificar el
sus efectos garantizando que la plani-
WnE = final (borde derecho) del slot n subconjunto de un determinado conjunto de obje-
ficación esté siempre orientada hacia
SsB = comienzo (borde izquierdo) del sector tos de modo que la suma de sus valores esté lo
la opción más rentable, aprovechando más cerca posible de un límite dado, sin superarlo.
de calidad s
al máximo la calidad real dada. Ade- El nombre proviene de un caso en el que hay que
SsE = final (borde derecho) del sector
más, un mejor conocimiento de la colocar el mayor número posible de objetos dentro
de calidad s
calidad también permite mejorar la de una mochila de tamaño limitado.
58 Revista ABB 4/2006También puede leer