Control de calidad y optimización de los procesos M. Gorrachategui García Santiago de Compostela 4 de octubre de 2017 - IRTA
←
→
Transcripción del contenido de la página
Si su navegador no muestra la página correctamente, lea el contenido de la página a continuación

Tesercus CI
En Alimentación Animal
.
Control de calidad y optimización de los procesos
M. Gorrachategui
M. Gorrachategui García García
IRTA – Centro Santiago dedeCompostela
Más Bove 13 4 de octubre de 2017
febrero de 2018
CUADRO DE FUNDAMENTOS PARA EL CONTROL DE CALIDAD Tesercus CI
En Alimentación Animal
.
Seguridad Directiva Sustancias Indeseables.
Alimentaria Presencia de productos origen animal
Criterios microbiológicos.
Sistema APPCC.
NORMAS Reglamento de
LEGALES C. Calidad (muestreo, análisis,
Higiene (183/2005)
trazabilidad…)
Registros.
Reglamentos
1829/2003 y 1830/2003
Trazabilidad y etiquetado de OGM.
CONTROL CALIDAD
CONTRACTUALES Homologación de proveedores.
Compra (MP) Especificaciones de compra.
GARANTÍAS Cumplimiento especificaciones.
ESPECIFICACIONES etiqueta y ficha técnica.
PRODUCTO (PT) Adecuación presentación física.
Envasado.
Análisis composición.
VALOR
Determinación del valor energético.
NUTRICIONAL
…
M. G.G 2018
GENERALIDADES: la aplicación correcta del Plan de Control Tesercus CI
de Calidad requiere de conocimientos e información previa: En. Alimentación Animal
1. Conocimiento de cada materia prima que utilicemos: almacenamiento, tratamiento,
productos obtenidos, composición y propiedades. Normas legales
2. Conocimiento del producto terminado y material de acondicionamiento:
especificaciones, composición y propiedades organolépticas. Normas legales
3. Conocimiento de los procesos: incluidas las especificaciones físicas de los productos.
4. Información previa: «bases de datos» (estadísticas previas sobre MP/PT).
5. Condiciones de compra: especificaciones de calidad en el contrato, si existen,
conocimiento de las normas legales que la afectan.
6. Especificaciones de los productos: descripción de parámetros de conformidad.
7. Aplicación del plan APPCC: implantación en cada etapa-proceso
8. Interpretación de resultados.
9. Sistema APPCC: análisis de peligros y tratamiento no conformidades.
10. Registro y análisis de datos e información.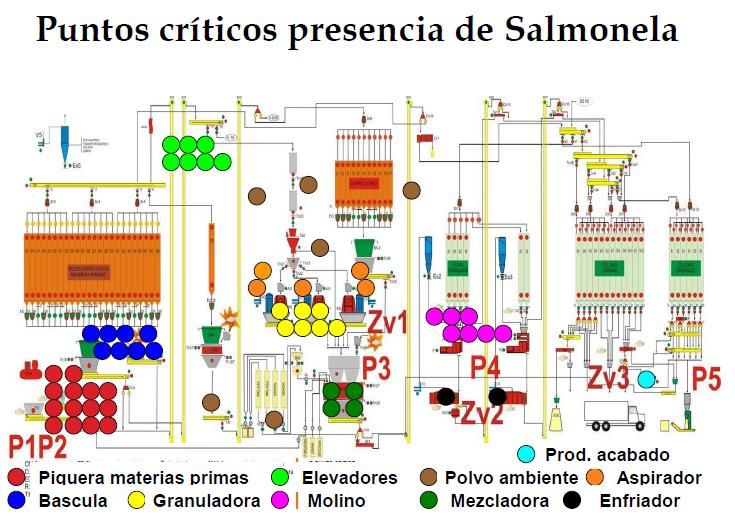
Control de calidad y su efecto en la optimización de los Tesercus CI
En Alimentación Animal
procesos .
Proceso: es un conjunto de actividades planificadas que
implican la participación de un número de personas y de
recursos materiales coordinados para conseguir un objetivo
previamente identificado.
Los procesos productivos industriales son la secuencia de
actividades requeridas para elaborar un producto.
LEYES DEL CONTROL DE PROCESOS
PRIMERA: El sistema de control más simple es el que mejor funcionará
SEGUNDA: Se debe entender el proceso antes de intentar controlarlo
Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. PROCESO DE PRODUCCIÓN En Alimentación Animal
.
Proceso: Diagrama de flujo (Flow chart)
Es un gráfico detallado de los pasos del proceso productivo en una
secuencia adecuada.
Debe mostrar todos los procesos a analizar por el equipo de control y
mejora de la calidad.
Debe ser claro y lo más detallado posible, incluso separando los
procesos en otros diagramas si fuese necesario.
Todas las personas implicadas en la mejora de los procesos o de la
calidad deben conocerlo y comprenderlo.
El diagrama de flujo debe ser validado por todas las personas del
equipo.
Se puede complementar con un check list de cada proceso.
Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. PROCESO DE PRODUCCIÓN En Alimentación Animal
.
Proceso: Diagrama de flujo (Flow chart)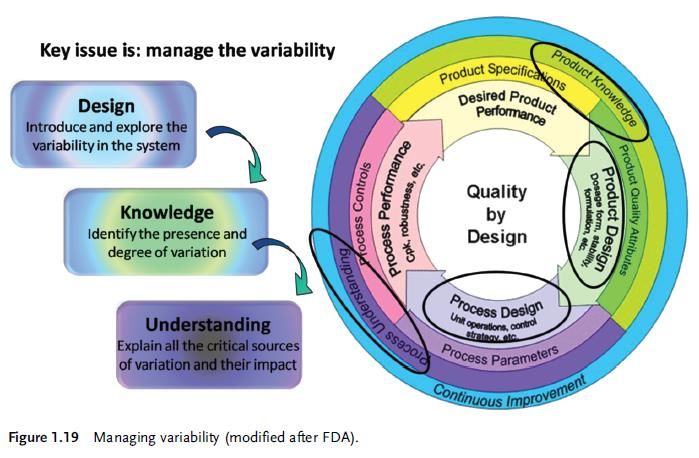
Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. PROCESO DE PRODUCCIÓN En Alimentación Animal
.
EVOLUCIÓN DEL CONTROL DE CALIDAD A LO LARGO DE LOS AÑOS
Popp y col. (2012)
Tesercus CI En Alimentación Animal .

Tesercus CI
En Alimentación Animal
.
CONTROL DE PROCESOS (IFSA 2007)
El proceso debe estar planificado, programado y controlado por una persona
responsable, para garantizar el cumplimiento de las especificaciones
documentadas de los ingredientes de los alimentos y los parámetros establecidos
para los procesos críticos.
5.6.1. Todos los controles de proceso debe demostrarse que son eficaces y
manejarse de acuerdo a los principios APPCC.
5.6.2. Los procedimientos deben incluir acciones correctivas a poner en marcha
en caso de que se superen los límites críticos establecidos.
5.6.3. Cuando la mezcla forme parte esencial del proceso, se deben realizar
pruebas para establecer la eficacia inicial del equipo y, continuarlas
posteriormente con una frecuencia establecida según el análisis de riesgo. Se
deben mantener registros de tales pruebas.
5.6.4. Cuando se produzcan productos No Conformes que no cumplen con
las especificaciones, lales productos deben tratarse de acuerdo con
procedimientos establecidos previamente.
International Feed Safety Alliance (IFSA)
CONTROL DE PROCESOS Tesercus CI
En Alimentación Animal
.
AUTOMATIZA-
CIÓN
Personal
Util de
Producción
Métodos y
análisis ON Maquinas
LINE
Procedimientos
Métodos
estadísticos
Fabricación de piensos y Control de Procesos. Objetivo
Mantener un control constante sobre la Calidad y la seguridad del producto acabado require
aplicar sistemas de aseguramiento de Calidad en cada etapa del proceso de producción.CONTROL DE PROCESOS: EQUIPOS Tesercus CI
En Alimentación Animal
.
EQUIPOS (UTIL DE PRODUCCIÓN Y MAQUINARIA)
La aplicación de los siguientes puntos generales a cada pieza o parte específica de
los equipos ayudará a reducir los problemas:
CONTROLES SOBRE LOS EQUIPOS:
APLICACIÓN: ¿se ha diseñado el equipo para el trabajo que realiza?
INSTALACIÓN: ¿Se ha instalado conforme a las recomendaciones del fabricante?
AJUSTES: ¿Están configurados correctamente los ajustes críticos dentro de la
máquina?
OPERACIÓN: ¿Está siendo manejada la máquina de acuerdo a las
recomendaciones del fabricante?
CAPACIDAD: ¿Está funcionando el equipo dentro de las capacidades estimadas?
LUBRICACIÓN: ¿Se usa el tipo y cantidad de lubricante dentro de las pautas de
tiempo recomendadas por el fabricante?
MANTENIMIENTO: ¿Existen programas de mantenimiento escritos? ¿se puede
predecir cuando será necesario reparar cada pieza? ¿tienen repuestos y
herramientas para realizar mantenimiento y reparaciones?CONTROL DE PROCESOS: PROCEDIMIENTOS ESCRITOS Tesercus CI
En Alimentación Animal
.
PROCEDIMIENTOS
Cada vez los fabricantes están más adaptados y disponen de procedimientos
escritos para cada una de las operaciones de fábrica, ello exigido por el Plan APPCC.
CADA PROCEDIMIENTO DEBERÍA DE INCLUIR:
Comunicación: ¿la persona que realiza el procedimiento comprende lo que se
espera? Si otra persona tuviera que hacerse cargo de su trabajo, ¿lo entendería?
Identificación: ¿Están los controles del equipo claramente identificados? ¿Están
los ingredientes ensacados claramente etiquetados y almacenados de manera
ordenada?
Trazabilidad: ¿Este procedimiento le permitirá rastrear problemas hasta su
origen?
Verificación: ¿Se están tomando y guardando muestras que le permitirán
verificar el origen del problema?
Registros: ¿se usan y mantienen todos los registros? Si los registros no son de
utilidad o de uso potencial, no los tome. Se deben fijar las tolerancias.
Seguridad: ¿El sistema documental describe los procedimientos de seguridad
(bloqueo/etiquetado, permisos, etc.) y el equipo de protección personal (EPP)
requerido para completar correctamente las operaciónes?CONTROL DE PROCESOS: APLICACIÓN PRÁCTICA Tesercus CI
En Alimentación Animal
.
A CONTINUACIÓN SE DEBE APLICAR EL CONTROL DE CALIDAD A LO ANTERIOR:
Una vez que se han establecido las pautas sobre el personal, las máquinas y los
procedimientos, el mejor control se puede mantener aplicando esfuerzos en los
"puntos críticos del proceso" en la fábrica. Los puntos más importantes son:
Inventarios de materias primas.
Limpieza de silos
Dosificación
Molienda
Mezcla
Granulación/Tratamiento Térmico
Enfriadores
Almacenamiento
Carga y envasado
Productos No conformes
ReclamacionesCONTROL DE PROCESOS: DOSIFICACIÓN Tesercus CI
En Alimentación Animal
.
Si la fórmula está bien dosificada, las básculas pesan correctamente y la mezcla es homogénea nuestro
pienso cumplirá todos los requisitos de calidad necesarios.
DOSIFICACIÓN
Equipos: básculas ingredientes mayoritarios, básculas microingredientes,
dispositivos de medición de líquidos. NC State Univ
Mantener el equipo dentro de las recomendaciones del fabricante.
Chequear las básculas internamente al menos una vez al mes y al menos dos
veces al año por empresas externas.
Limpiar y revisar las básculas de microingredientes semanalmente.
Verificar y ajustar los dispositivos de medición de líquidos al menos 4 veces al
año, o conforme a las recomendaciones del fabricante.
Pesar de más a menos o establecer las secuencias de dosificación.
Registros
Determinar las básculas asignadas a cada ingrediente cuando sea el caso.
Establecer las tolerancias de peso para cada ingrediente. Establecer alarmas en
relación con la política de aceptación/rechazo y acciones correctoras.
Objetivo: dosificar correctamente las cantidades previstas en fórmula y evitar
sobredosificación de ingredientes sensibles.CONTROL DE PROCESOS: DOSIFICACIÓN Tesercus CI
En Alimentación Animal
.
Si la fórmula está bien dosificada, las básculas pesan correctamente y la mezcla es homogénea nuestro
pienso cumplirá todos los requisitos de calidad necesarios.
MICRODOSIFICACIÓN/ADITIVOS
Equipos: sistemas y básculas de microingredientes,
Mantener los equipos dentro de las recomendaciones del fabricante.
Verificar el peso de los sacos de premezclas antes de vaciar en el microsilo.
Verificar que los contenedores están identificados correctamente.
Al cambiar los lotes de las premezclas verificar que el microcontenedor está
totalmente vacio. Registrar el cambio en la hoja de producción.
Registro completo de volcado de los sacos.
Añadidos a mano
El producto en sacos abiertos debe permanecer en envase original.
Cogedores diferentes para cada producto.
Cerrar el envase si no está en uso
Registrar los agregados a mano y el lote en la hoja de fórmula.
Eliminar los derrames.
Objetivo: dosificar correctamente las cantidades previstas en fórmula y evitar
sobredosificación de ingredientes sensibles. Evitar la cc.CONTROL DE PROCESOS: MOLIENDA Tesercus CI
En Alimentación Animal
.
Se debe prestar especial atención a la eliminación del calor de los granos molidos que salen del molino
de martillos. Si no se enfrían, el calor puede provocar la migración de la humedad y provocar un
crecimiento excesivo de hongos. Un enfriamiento adecuado es clave. (Control Tª)
MOLIENDA
Equipos: molinos de martillos, molinos verticales y de rodillos.
Mantener el equipo dentro de las recomendaciones del fabricante.
Limpiar imanes y despedradores diariamente.
Inspeccionar cribas y martillos al menos semanalmente.
En molinos de cilindros ajustar el espacio entre rodillos diariamente
Registros
Tipo de criba empleada
Temperatura de los motores y otros datos tecnológicos
Temperatura y Humedad de salida del producto/materia prima molido
Tamiz
Rendimiento (Tm/h)
Objetivo: minimizar costes energéticos, estandarizar el tamaño de partícula,
disminuir los riesgos de contaminación fúngica. Minimizar la CC y las mermas.Tesercus CI
CONTROL DE PROCESOS: MOLIENDA En Alimentación Animal
.
MOLIENDA/EVOLUCION (Molinos verticales y molinos de rodillos)
Menor consumo energético
Menos procesos de condensación (riesgo menor de contaminación fúngica)
Tamaño de partícula mejor adaptado a las especies animales
M. G. G, 2015CONTROL DE PROCESOS: MOLIENDA Tesercus CI
En Alimentación Animal
.CONTROL DE PROCESOS: MEZCLA Tesercus CI
En Alimentación Animal
.
Se debe prestar especial atención al tiempo mínimo requerido para obtener una adecuada
homogeneidad así como a la carga mínima y a la gestión del riesgo de CC.
PROBABLEMENTE EL PASO MÁS CRÍTICO EN FABRICACIÓN DE PIENSOS
MEZCLA
Equipos: mezcladoras de palas o de espiras.
Mantener el equipo dentro de las recomendaciones del fabricante.
Verificar semanalmente estado de los ejes, paletas o espiras y tornillos.
Establecer secuencias de mezclado uniformes.
Establecer la carga minima y el tiempo de mezcla por grupo o secuencia.
Establecer secuencias de incorporación de ingredientes cuando sea el caso.
Verificar la incorporación de líquidos y establecer las condiciones que lo
hagan compatible con la limpieza de la mezcladora.
Producir las mezclas de piensos medicamentosos al final. Usar mezclas de
limpieza cuando sea necesario.
Objetivo: obtener una mezcla homogénea, en el menor tiempo posible dejando la
mezcladora limpia para evitar CC.CONTROL DE PROCESOS: MEZCLA Tesercus CI
En Alimentación Animal
.
MEZCLA
Registros
Temperatura de los motores, vueltas y otros tecnológicos.
Rendimiento (Tm/ciclo carga)
Humedad
Muestreo para homogeneidad u homogeneidad “on line” para determinados
criterios.
Muestreo para ver nivel de CC en mezcladora.
Objetivo: obtener una mezcla homogénea en el menor tiempo posible dejando la
mezcladora limpia para evitar CCMIXERS & HOMOGENEITY Tesercus CI
En Alimentación Animal
EVITAR: .
La mezcla es probablemente el paso más crítico en la fabricación de piensos
TENDENCIAS EN MEZCLADORAS:
Seguridad para los operadores
Tiempos de mezcla reducidos
Tiempo de descarga corto
Adición de líquidos (Tesercus CI
CONTROL DE PROCESOS: MEZCLA/HOMOGENEIDAD En Alimentación Animal
.
Objetivo de los test de homogeneidad:
chequear la dispersion de aditivos y
medicamentos en lotes de pienso de tamaño
adecuado y así determinar la eficiencia de la
mezcladora.
La frecuencia de los test de homogeneidad debe estar definina en el plan APPCC y
se debe intensificar cuando desviaciones repetidas. Se debe chequear
regularmente a intervalos de no más de seis meses.
Método de medida: se fabrica una mezcla de pienso que contenga el parámetro
objetivo, el cual tipicamente es un oligoelemento, un mineral o un trazador
externo (ej. coccidiostato or medicamento).
Se deben tomar un mínimo de 8 muestras tan cerca de la descarga de la
mezcladora como sea posible y en intervalos regulares en todo el lote y ponerlas
en envases numerados secuencialmente. Las muestras deben enviarse para un
análisis por separado.
M. Gorrachategui 2018GUIA PARA LOS TEST DE HOMOGENEIDAD- INTERPRETACIÓN DE Tesercus CI
En Alimentación Animal
RESULTADOS .
Se debe establecer en los procedimientos un coeficiente de variación objetivo
(máximo CV%) y un porcentaje medio de recuperación del analito. Se tendrá en
cuenta el analito, su nivel de incorporación, etc
En la mayoria de los casos el CV objetivo es inferior al 10%, sin embargo hay
referencias que según los casos alcanzan niveles mayores. Si el CV supera el 10% deben
implementarse acciones correctivas, en general aumento del tiempo de mezcla.
El CV (%) se expresa como la relaciónnentre la desv. Estándard y la media en %:
standard deviation (SD) x 100/mean.
Interpretación de los resultados de homogeneidad (MAPAMA y OVOCOM 2009)
Coeficiente de variación Interpretación
CV ≤ 8% Buena homogeneidad
8 % < CV < 12 % Homogeneidad aceptable
CV ≥ 12 % Homogeneidad inadecuada
M. G. G 2017Tesercus CI
CONTROL DE PROCESOS: GRANULACIÓN En Alimentación Animal
.
GRANULACIÓN/EVOLUCIÓN (priorizar la Calidad del gránulo y evitar la
contaminación cruzada y microbiológica)
Lineas separadas adaptadas a cada tipo de producción.
Adecuado acondicionamiento del pienso o instalación de equipos
complementarios antes de la prensa (maduradores, sistemas de esterilización
mediante aumento del tiempo de retención y Tª (SIRT), condicionadores
térmicos, expanders, etc.)
Control de presión y Tª para eliminar el riesgo microbiológico
Adecuado enfriamiento para evitar la recontaminación.
M. G. G, 2015CONTROL DE PROCESOS: GRANULACIÓN Tesercus CI
En Alimentación Animal
.
La granulación es probablemente el proceso más complejo en una fábrica de piensos.
Priorizar la Calidad del gránulo y evitar la contaminación cruzada y microbiológica
GRANULACIÓN
Equipos: granuladoras incluidos los acondicionadores y enfriadores.
Establecer los parámetros para cada una de las líneas.
Mantener el equipo dentro de las recomendaciones del fabricante.
Verificar periodicamente el estado de la máquina, incluidas matrices y
rodillos. Verificar la separación de los rodillos.
Establecer secuencias de granulación largas y uniformes para cada línea
Definir los parámetros de granulación
Tª de acondicionamiento / presión. Es una de las cosas más importantes: facilita
la gelatinización y la eliminación de humedad en el enfriador, impide el
desarrollo de hongos y patógenos. Debería ser superior a 80ºC vigilando la
estabilidad de los aditivos
Tiempo de acondicionamiento.
Especificaciones de la matríz para cada tipo o grupo de piensos
Eliminar las colas de las matrices antes de iniciar un lote.CONTROL DE PROCESOS: GRANULACIÓN Tesercus CI
En Alimentación Animal
.
La granulación es probablemente el proceso más complejo en una fábrica de piensos.
Priorizar la Calidad del gránulo y evitar la contaminación cruzada y microbiológica
GRANULACIÓN
Equipos: granuladoras incluidos los acondicionadores y enfriadores.
Establecer los parámetros para cada una de las líneas.
Definir las condiciones de incorporación de líquidos en el acondicionador
cuando sea el caso.
Registros
Informe de granulación
Fórmula, Tm, Tª, presión, tiempo acondicionamiento, matriz, condiciones
atmosféricas, rendimiento de la máquina, consumo energético…
Correlaciones Calidad/coste vs formula, matriz... Los sistemas actuales
automatizados dan el coste actual de producción y realizan estudios
estadísticos comparativos.
Objetivo: obtener un granulado de calidad, con un rendimiento adecuado, al
mínimo coste, sin contaminaciones microbianas o fúngicas y evitando la CCCONTROL DE PROCESOS: ENFRIAMIENTO Tesercus CI
En Alimentación Animal
.
El papel de los enfriadores es muy importante, hasta el punto que pueden estropear el
buen trabajo hecho en granulación. Claves en evitar la recontaminación.
ENFRIADORES
Equipos: enfriadores horizontales, verticales y en contracorriente.
Establecer los parámetros para cada una de las líneas.
La Tª de los gránulos adecuadamente enfriados debe estar en
aproximadamente ±3/5ºC de la Tª atmosférica.
Cuando el enfriamiento es inadecuado, hay migraciones de
humedad con contaminaciones fúngicas y aumento de
corrosion en las máquinas.
La Tª de los gránulos frios debe chequearse 1 vez/lote o poner
un registro automático de Tª.
Registros
humedad y Tª del pellet, condiciones climáticas (Tª y humedad
del aire)
Objetivo: obtener un granulado de calidad, con una humedad y Tª adecuadas para
evitar el riesgo de recontaminación microbiana o fúngica y evitando la CCCONTROL DE PROCESOS: CALIDAD GRÁNULO Tesercus CI
En Alimentación Animal
.
El gránulo debe ser de la Calidad que se corresponda con lo definido en las especificaciones de cada
producto.
CONTROLES CALIDAD GRÁNULO
Dimensiones del gránulo en relación al destino del producto
Ganancia de humedad: la ganancia de humedad de la granulación se comprueba
comparando la humedad del pienso antes de la granulación con la humedad de los
gránulos enfriados. Un exceso de ganancia de humedad puede acelerar los
problemas de crecimiento fúngico. Un objetivo alcanzable que se puede fijar para
este parámetro es menos del 0,5%, aunque hay que considerar la evolución en cada
planta/producto. La ganancia de humedad debe verificarse una vez al mes.
Durabilidad/finos: los resultados productivos tienen mucho que ver con la calidad
del gránulo. Teniendo en cuenta la variabilidad, se deben analizar al menos cinco
muestras de un alimento dado para determinar la durabilidad promedio y el
contenido en finos. Verificar al menos una vez por semana y preferiblemente
diariamente.
Migajas textura: cuidadosamente controlada porque puede dar problemas de
apetencia y/o rechazo. Hay que fijar reglas específicas, en general el 50% debe
quedar en un tamiz de 1.68mm ø.
M. Gorrachategui, 2018CASO PRÁCTICO: GRANULACIÓN Y SALMONELLA Tesercus CI
En Alimentación Animal
.
Seguridad alimentaria: criterios microbiológicos (SALMONELLA)
En un estudio del MAGRMA (2008) con 1567 muestras de mp tomadas en fábricas
de pienso españolas, se encontraron las siguientes cifras de prevalencia de
Salmonella spp.
El criterio de aceptación debe ser ausencia en 25g y el objetivo en el plan APPCC
reducir la prevalencia. M. Gorrachategui, 2018CASO PRÁCTICO: GRANULACIÓN Y SALMONELLA Tesercus CI
En Alimentación Animal
.
Seguridad alimentaria: criterios microbiológicos (SALMONELLA)
Recientemente se tiende al control y muestreo de los equipos y ambiente en lugar
de los piensos: piqueras, elevadores, polvo, filtros, enfriadores…
En áreas donde se acumula la grasa la salmonella es más difícil de eliminar ya que
tiende a protegerla (Morita y col., 2006).
FUENTE: Adiveter (2017) y MAGRAMA (2008)
OBJETIVO: eliminar los reservorios de patógenos y su multiplicación.
M. Gorrachategui, 2018CONTROL DE PROCESOS: GRANULACIÓN Y SALMONELLA Tesercus CI
En Alimentación Animal
.
GRANULACIÓN
Dificultad de muestreo. Sistemas automáticos garantizan mejor los resultados.
Los principios para el control de Salmonella spp deben dividirse en tres grandes
categorias:
Control de los productos que entran a la instalación
Reducir la multiplicación dentro de la planta (descubrir los nichos de
crecimiento microbiano y eliminar las condiciones que permiten el
crecimiento)
Establecer procedimientos para destruir los patógenos (procesos térmicos y
adición de productos químicos) y evitar la recontaminación.
Los serotipos que se encuentran en el pienso normalmente no son los que
causan enfermedades en humanos.
La fase de acondicionamiento es la más agresiva para destruir los patógenos
a 71ºC se destruyen 10 UFC/g.
Tª de 80-85ºC deben establecerse como objetivo (Jones y Richardson, 2004;
Veldman y col., 1995)CONTROL DE PROCESOS: GRANULACIÓN Y SALMONELLA Tesercus CI
En Alimentación Animal
.
GRANULACIÓN
La fase de acondicionamiento es la más agresiva para destruir los patógenos
Mejorar las condiciones tecnológicas para poder aumentar el tiempo de retención y
destruir más patógenos. Establecer ese tiempo (Ziggers, 2003).
Los expanders (115-125ºC; 84 Kg/cm) pueden reducer la carga bacteriana 105 UFC/g
en 10-20s (Fancher y col., 1996)
La presión de los rodillos implica un aumento de 1-2ºC por fricción pero en un corto
espacio de tiempo.
El tratamiento térmico no es independiente del enfriador y se debe tener en cuenta:
Flujo de aire limpio sin polvo (11-23 m3 /min)
Control de la Tª de la parte superior del enfriador y de las paredes para evitar
condensaciones.
FUENTE: Vontobel (2010)Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. CONTROLES SOBRE LOS PROCESOS En Alimentación Animal
.
AUTOMATIZACIÓN DE LA FÁBRICA: ¿es necesaria?
SISTEMAS DE CONTROL
SISTEMAS DE CALIDADControl de calidad y su efecto en la optimización de los Tesercus CI
procesos.CONTROLES SOBRE LOS PROCESOS En Alimentación Animal
.
AUTOMATIZACIÓN ¿ES NECESARIA?Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. CONTROLES SOBRE LOS PROCESOS En Alimentación Animal
.
SISTEMAS DE CONTROL
ESTÁN CONSTITUIDOS POR ELEMENTOS FÍSICOS
Instrumentos de medida o sensores
Transductores
Líneas de transmisión
Controladores
Elemento final de control (una válvula, una bomba de velocidad variable,
una compuerta…)
Registradores
La industria electrónica hace evolucionar estos sistemas de control.Control de calidad y su efecto en la optimización de los Tesercus CI
En Alimentación Animal
procesos. CONTROLES SOBRE LOS PROCESOS .Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. CONTROLES SOBRE LOS PROCESOS En Alimentación Animal
.
ENTONCES: ¿HACIA DONDE VAMOS?
INDUSTRIA 4.0 : EVOLUCIÓN TECNOLÓGICA DE LOS SISTEMAS DE CONTROL
FUENTE: X.Gimenez - AETechControl de calidad y su efecto en la optimización de los Tesercus CI
procesos. CONTROLES SOBRE LOS PROCESOS En Alimentación Animal
.
AUMENTO DE LA PRODUCTIVIDAD
DISMINUCIÓN DE COSTES
TRAZABILIDAD AUTOMÁTICA
EVOLUCIÓN TECNOLÓGICA
DE LOS SISTEMAS DE CONTROL INTEGRACIÓN COMPLETA
CALIDAD
EXPLOTACIÓN DE DATOSControl de calidad y su efecto en la optimización de los Tesercus CI
procesos. CONTROLES SOBRE LOS PROCESOS En Alimentación Animal
.
PUNTOS CLAVE
AUMENTO DE LA PRODUCTIVIDAD
1. PLANIFICACIÓN AUTOMÁTICA: de recepción a expedición.
2. PERSONALIZACIÓN DE LA PRODUCCIÓN: acceso a todos los parámetros de
trabajo.
3. ELIMINACIÓN DE TIEMPOS MUERTOS: secuenciación automática de máquinas
y eliminación de tiempos muertos con máquinas trabajando en vacio.
4. CONTROL AUTOMÁTICO DE INVENTARIOS: estratificación de lotes y
parámetros automatizados, seguimiento de cantidades producidas y
movimientos e integración global de almacenes en planta.
5. INTEGRACIÓN VERTICAL DE PROCESOS Y DATOS: automatización de
procesos, centralización de datos, comunicación con programas de gestión y
control de usuarios.
FUENTE: X.Gimenez - AETechControl de calidad y su efecto en la optimización de los Tesercus CI
procesos. CONTROLES SOBRE LOS PROCESOS En Alimentación Animal
.
PUNTOS CLAVE
DISMINUCIÓN DE COSTES
1. AHORRO ENERGÉTICO: optimización de tiempos, incorporación de equipos de
regulación electrónica sobre motores y gestión energética y de recursos.
2. MENOS PERSONAL Y MÁS ESPECIALIZADO: la automatización reduce las horas
de trabajo, el personal de recicla para otros puestos más productivos.
3. MANTENIMIENTO PREVENTIVO Y PREDICTIVO: seguimiento de equipos
mediante valores reales de trabajo y control de las tareas de mantenimiento.
4. CONTROL Y CORRECCIÓN DE ERRORES: control contínuo de procesos que
permite corregir cualquier anomalia.
TRAZABILIDAD AUTOMÁTICA
1. Trazabilidad hacia atrás, interna y hacia delante
FUENTE: X.Gimenez - AETechControl de calidad y su efecto en la optimización de los Tesercus CI
procesos. CONTROLES SOBRE LOS PROCESOS En Alimentación Animal
.
PUNTOS CLAVE
INTEGRACIÓN COMPLETA
1. MONITORIZACIÓN Y SEGUIMIENTO EN TIEMPO REAL: registro de alarmas,
acciones realizadas y tendencias.
2. INTEGRACIÓN DE LAS DISTINTAS LÍNEAS DE PRODUCCIÓN: plataforma de
control única (caso de varias plantas).
3. INTEGRACIÓN ENTRE PRODUCCIÓN Y GESTIÓN (ERP o Enterprise Resource
Planning)
PLANTAS (MES)
PROCESOS
ERP
PLANTAS (MES)
FUENTE: X.Gimenez - AETechControl de calidad y su efecto en la optimización de los Tesercus CI
procesos. CONTROLES SOBRE LOS PROCESOS En Alimentación Animal
.
PUNTOS CLAVE
CALIDAD
1. REPETITIVIDAD Y SEGURIDAD EN LOS PROCESOS: asignación de tareas automáticas,
eficiencia en la ejecución de fórmulas, seguridad en acciones de usuarios.
2. CONTROL Y GESTIÓN DE PRODUCTOS: recepción y registro de productos, control de
acceso y tránsito de vehículos e identificación de productos almacenados.
3. CONTROL DE CONTAMINACIONES CRUZADAS: establecimiento de incompatibilidades
y análisis (detección)
4. ELIMINACIÓN DE NO CONFORMIDADES: evaluación de los puntos donde se
producen, actuación sobre fallos de los procesos y detección de vicios ocultos y
puntos críticos.
FUENTE: X.Gimenez - AETechControl de calidad y su efecto en la optimización de los Tesercus CI
procesos. CONTROLES SOBRE LOS PROCESOS En Alimentación Animal
.
PUNTOS CLAVE
EXPLOTACIÓN DE DATOS
1. BUSSINES DATA INTEGRATION.
2. HERRAMIENTAS PARA EXPLOTACIÓN: resultados, gráficos, tendencias,
informes, análisis estadísticos, correlacciones, históricos… Análisis en Power
BI, KPI (key performance indicator). Clave formación estadística básica de los
empleados.
FUENTE: X.Gimenez - AETechControl de calidad y su efecto en la optimización de los Tesercus CI
procesos. FUTURO DE LOS SISTEMAS DE CALIDAD En Alimentación Animal
.
SISTEMAS QbD (Quality by Design)
Basado en el hecho del diseño y control inteligentes de todo el proceso de fabricación.
El concepto QbD se lleva a la realidad industrial mediante la tecnología analítica de procesos
(PAT), que se basa en el análisis del riesgo y el control mejorado de los procesos de
producción.
Inicialmente concebida por la FDA para su aplicación en el sector farmacéutico, la iniciativa
PAT sigue tomando protagonismo en industrias como la biotecnología y la industria
alimentaria.Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. SISTEMAS QbD En Alimentación Animal
.
PAT es un sistema para diseñar, analizar y controlar la fabricación mediante mediciones
durante el procesamiento o cualidades críticas de calidad y atributos de materiales,
productos intermedios y procesos, con el objetivo de garantizar la calidad final del
producto.
El término analítico en PAT se considera de manera amplia y en términos generales
incluye el análisis químico, físico, microbiológico, matemático y de riesgo llevado a cabo
de manera integrada.Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. SISTEMAS QbD En Alimentación Animal
.
OBJETIVOS
Explícitamente, se persiguen los siguientes objetivos con el empleo del análisis de
procesos y las herramientas de control de procesos (PAT):
Aumento de la productividad.
Comprensión profunda del proceso de producción
Integración de la calidad en los pasos del proceso y reducción del coste de
calidad.
Mayor calidad de producción
Costos de producción más bajos
Procesos de producción autoajustables
Minimización del consumo de energía y recursos.
Minimización de gastos por problemas de seguridad en la planta de producción.
Disminución del número de quejas de los clientes.
Mayor flexibilidad operacional.
Anticipando el mantenimiento y el autodiagnóstico integrado en el proceso.
Calidad 100% constante y certificada.Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. SISTEMAS QbD En Alimentación Animal
.
NECESIDADES PARA LA APLICACIÓN
La implementación de PAT en consecuencia requiere la aplicación de los siguientes
módulos:
Análisis de riesgos del proceso de producción (por ejemplo, mediante el método de
causa efecto (FMEA)
Análisis de procesos (sensores, espectrómetros, etc.)
Sistemas de control de procesos (Statistical Process Control (SPC), Multivariate
Statistical Process Control (MSPC)).
Diseño experimental estadístico (DoE)
Análisis de datos multivariables.Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. SISTEMAS QbD En Alimentación Animal
.
HERRAMIENTAS DE PROCESO EN SISTEMAS AUTOMÁTICOS
MUESTREO.
Hay cuatro estrategias generales de muestreo que se utilizan en el análisis de procesos:
Retirada (Withdrawal): se toma una muestra en el flujo del proceso y se transfiere
manualmente para análisis.
Muestreo por extracción: una muestra del flujo de proceso se lleva de forma
automática al analizador. Las muestras se pueden tomar de forma continua o a
intervalos frecuentes.
Sonda in situ: una sonda se inserta en el flujo de proceso o recipiente y entra en
contacto con la muestra.
Pruebas no invasivas: una ventana en la corriente de proceso u otro modo de
medición sin contacto se utiliza para explicar la interacción del sistema de análisis con
el material del proceso.Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. SISTEMAS QbD - HERRAMIENTAS En Alimentación Animal
.
MUESTREO.
En el análisis de procesos podemos distinguir entre cuatro métodos de medición:
OFF- LINE (Fuera de línea): en el caso de mediciones fuera de línea, las muestras se
retiran del proceso y se analizan en un laboratorio que está separado claramente del
equipo industrial. Implica retrasos significativos, lo que limita mucho el sistema.
AT-LINE (En línea): las muestras se retiran del proceso y se analizan con el equipo
analítico que se encuentra en la planta. Se reduce el tiempo de respuesta.
ON-LINE (En la línea): en el caso de estas mediciones, las muestras no se eliminan
completamente del flujo del proceso sino que se separan temporalmente, por
ejemplo, a través de un sistema by-pass que transporta la muestra directamente al
dispositivo de medición en línea donde se analiza en la proximidad inmediata de la
máquina y luego se junta de nuevo con la corriente de proceso.
IN-LINE (Dentro de la línea) : el sensor está directamente introducido en el flujo de la
corriente y en contacto directo con el materialControl de calidad y su efecto en la optimización de los Tesercus CI
procesos. SISTEMAS QbD - HERRAMIENTAS En Alimentación Animal
.
MUESTREO.
OFF- LINE (Fuera de línea) & AT-LINE (En línea): limitan las acciones en el tiempo
ON-LINE (En la línea) & IN-LINE (Dentro de la línea): permiten mayor reactividad en
las soluciones.
Popp y col. (2012)Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. SISTEMAS QbD - HERRAMIENTAS En Alimentación Animal
.
SISTEMAS DE ANÁLISIS.
Preferentemente deben ser rápidos, fiables y permitir una respuesta inmediata.
Físicos (presión, Tª, tamizaje, conductividad, densidad)
Químicos (constituyentes mayoritarios, test ELISA o similares para indeseables)
Microbiológicos (Enterobacterias /Salmonela y Hongos)
Cuando no es posible debe haber un plan de muestro y una integración de datos en el
sistema.
Popp y col. (2012)Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. SISTEMAS QbD - HERRAMIENTAS En Alimentación Animal
.
CONTROL ESTADÍSTICO DE LOS PROCESOS (CEP)
La variabilidad es una característica inherente a todos los procesos y se debe a causas
aleatorias que no se pueden eliminar totalmente y a causas imputables (específicas) que
una vez identificadas pueden eliminarse totalmente. Necesidad de formación del
personal.
HERRAMIENTAS BÁSICAS
Diagrama causa-efecto (de Ishikawa o espina de pescado): expresa el conjunto de
factores que son causa de un problema. Permite el trabajo en equipo y sistematiza las
causas de un problema
Mano de obra
Materiales Método
Maquinaria MedidaMedio ambiente
Diagrama de PARETO (20% de las causas producen el 80% de los efectos)
Graficos de control
Análisis de datos multivariante
Renau Piqueras- Univ ValenciaControl de calidad y su efecto en la optimización de los Tesercus CI
procesos. SISTEMAS QbD - HERRAMIENTAS En Alimentación Animal
.
CONTROL ESTADÍSTICO DE LOS PROCESOS (CEP)
Diagrama causa-efecto (de Ishikawa o espina de pescado
Al-Juboori (2016)Control de calidad y su efecto en la optimización de los Tesercus CI
procesos. PUNTOS MÁS IMPORTANTES En Alimentación Animal
.
COMPETITIVIDAD Y SEGURIDAD ALIMENTARIA obligan a fabricar sin errores y bajo un
control exhaustivo de los procesos con el objetivo de:
Estandarizar la calidad lo máximo posible
Optimizar los costes de producción
La base es la FORMACIÓN Y CONOCIMIENTO DEL PERSONAL junto con LOS EQUIPOS y
PROCEDIMIENTOS.
La EVOLUCIÓN DE LOS SISTEMAS ELECTRÓNICOS Y DE COMUNICACIONES permiten ir
mucho más lejos de lo que podíamos imaginar hace pocos años.
Ello FACILITA LA AUTOMATIZACIÓN de las plantas, captando miles de datos que
permiten monitorizar los procesos
Los nuevos SISTEMAS QbD se extenderán a la industria alimentaria
Sin embargo es necesaria una evolución de los SISTEMAS DE ANÁLISIS EN LINEA para
que sean fiables.
Sólo potentes herramientas ESTADÍSTICAS nos pueden permitir aprovechar la
información.
La INDUSTRIA SERÁ MÁS COMPETITIVAGRACIAS Tesercus CI En Alimentación Animal .
También puede leer

















































